|
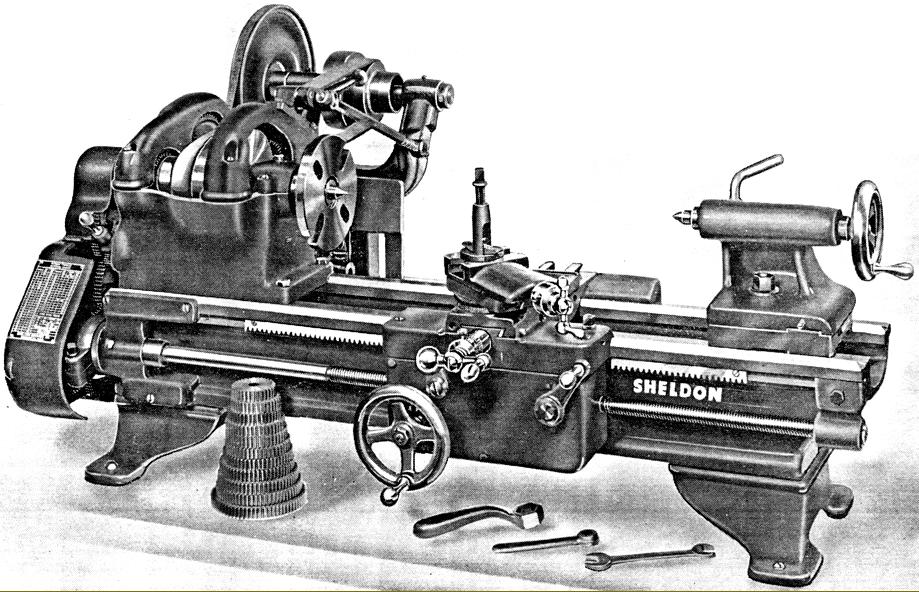
Early versions of the 10" Sheldon lathe (as developed from the now rare 8-inch and 9-inch) were manufactured during the 1930 and very early 1940s and made with bed-lengths of 38 and 44 inches to give between-centres capacities of 20 and 26 inches respectively. The catalog model numbers reflected the bed length - and the lathe was available as either a "3800" or "4400" Series machine.
Heat-treated and ground, the headstock spindle had a useful 11/8" bore, a 4 Morse taper and turned directly in the cast iron of the headstock, just like the 8" Junior and 9" Workshop models by South Bend. However. for heavy-duty, high-speed use the makers recommended fitting a fully-hardened spindle - at extra cost, naturally.
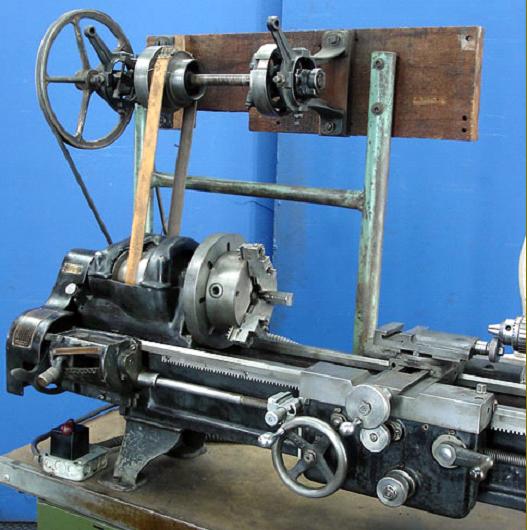
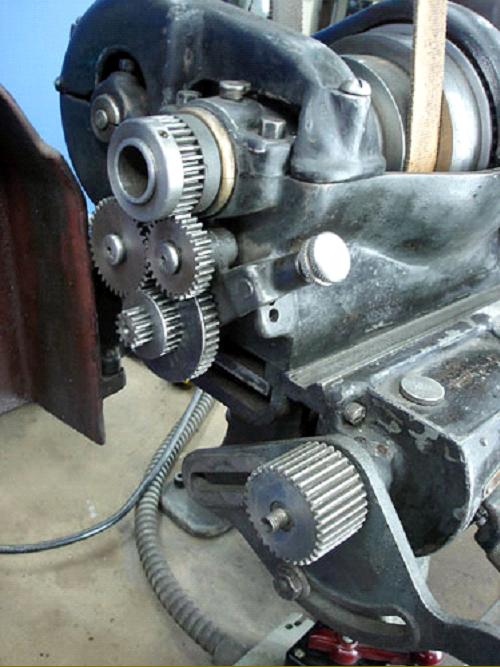
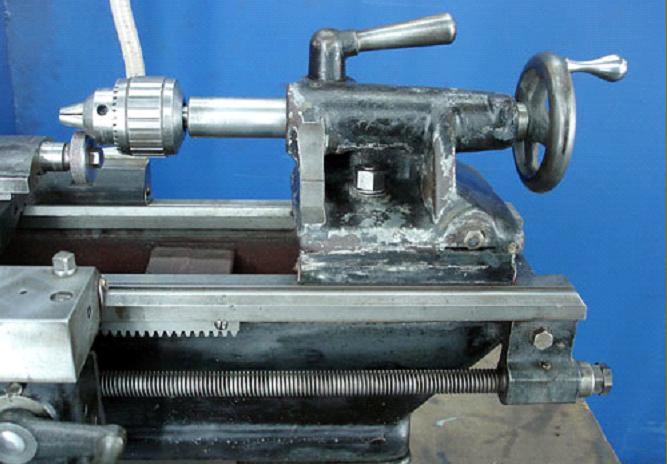
When fitted with flat-belt drive, six spindle speeds were provided (including three from the fully guarded but conventional backgear assembly) but when supplied with the optional horizontal V-belt drive system, eight speeds of 44, 60, 82, 113, 230, 313, 424 and 585 rpm became available. The drive to the leadscrew passed through a spring-indented tumble-reverse mechanism and there was the option of either a simple three-speed "semi quick-change" gearbox on the headstock end of the leadscrew to give fine, medium and coarse feeds from one setting of the changewheels or (seldom found) a screwcutting gearbox that, with just one tumbler lever, could generate only a limited range of pitches. The apron, accurately doweled to the saddle, could be had in a plain version with all hand feeds or with power sliding and surfacing feeds--this being driven by the usual worm-and-wheels gearing turned by a key riding in a slot machined down the length of the leadscrew. The tailstock, able to be set over for the turning of slight tapers, had a 2 Morse taper in its barrel.
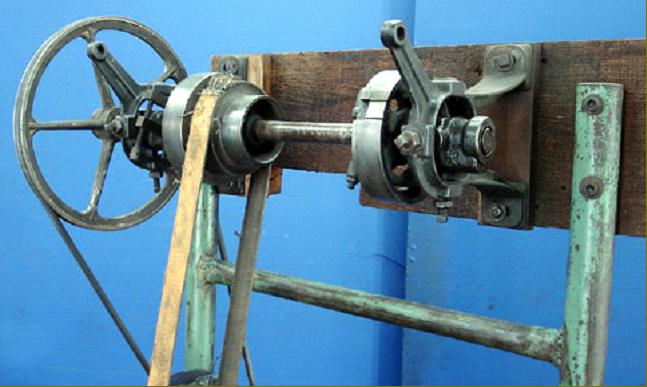
In line with the usual Sheldon practice, several types of countershaft were available, including rather old-fashioned "fast and loose pulley" bench, wall and ceiling types with one, the "Double Friction Countershaft" a type that provided, via a crossed belt, a simple form of mechanical reverse.
Sheldon 8-inch
Judging by the few that remain, the Sheldon "8-inch" (4-inch centre height) must have been made in limited numbers, though it was available in a number of forms including ones with a decent specification that included a screwcutting gearbox and power sliding and surfacing feeds. If you have such a type (an example of the type is shown towards the bottom of this page, the writer would be interested to hear from you.
Sheldon 9-inch
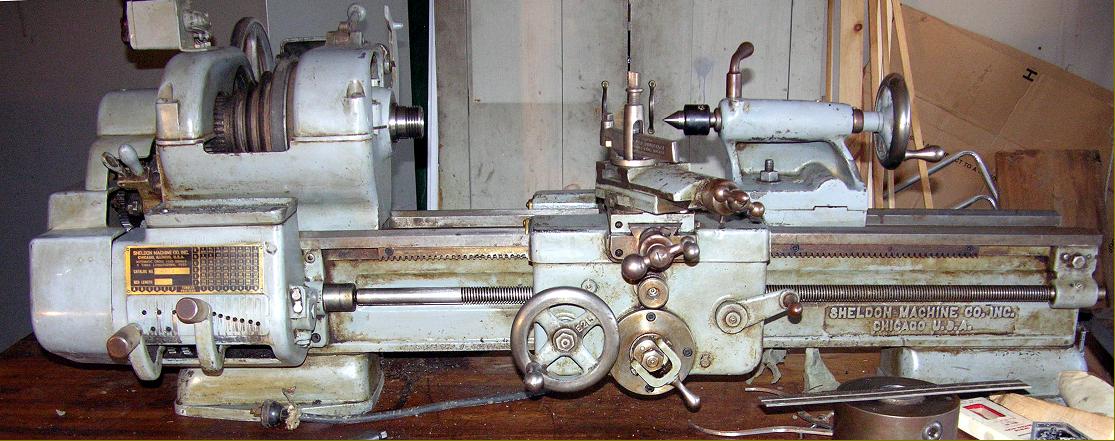
Also falling into the "seldom-found" category is the Sheldon "9-inch", a version catalogued by the makers as their Model C. On one example found, with a 42-inch long bed that had been accumulating dust for many years in the workshop its elderly owner, the Serial Number was stamped C1065, the name plate tag inscribed with the catalog number C-542 and, stamped above the alignment witness marks on the rear end of the tailstock, "65". Sheldon serial numbers were consecutive from some time prior to 1938 with the last two digits of the number stamped on the tailstock when multiple lathes were ordered with the same specification - this being to ensure the correct tailstock went with a lathe after painting.
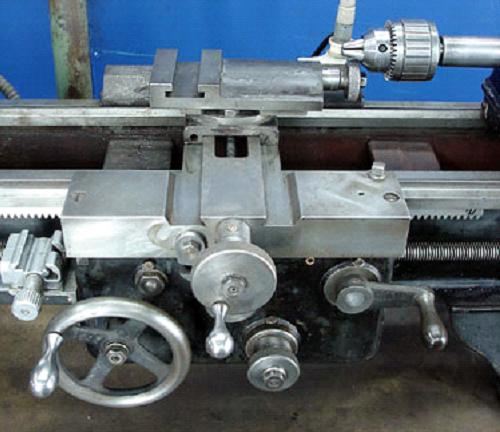
Fitted with an 8-speed, all-V-belt-drive horizontal countershaft, the lathe was equipped with the C-400 Type screwcutting and feeds gearbox, the type used on some examples of the 10, 11, 12 and 13-inch lathes and of the first "twin-tumbler" design offered by Sheldon and fitted to lathes from the late 1940s onwards. However, although the screwcutting arrangements were typically Sheldon the apron appears quite unlike any other fitted to a Sheldon lathe with the clutch control at the bottom and the power sliding and surfacing selector and engagement control combined in the form of a push/pull knob located directly above it (the normal mechanism for this being a 3-position quadrant lever).
Threaded 1.5" x 8 t.p.i. the spindle appears to have be slightly smaller than that used on the Model L lathes and (like many South Bend models) ran directly in the headstock casting - bronze shims being inserted between the bearing clamping surfaces. In some respects the headstock resembled that used on the early 10-inch lathe (the type often found with a tall ver
|
|