|
Although the Schaublin 125 and 135 were not greatly different in capacity, the two machines were built along entirely different lines. A high precision, toolroom-class screwcutting lathe, the 135 was produced as just a single, well-specified model (in comparison with the 3 variations for the 125) with a nominal centre height of 135 mm (5.3") but an actual 315 mm swing over the bed and a capacity of 630 mm (24.8") between centres. Typical of its class, it had an enormously deep and rigid bed; some 270 mm (10.625") wide, strongly cross-ribbed, hardened to 50-55 RC it weighed over 230 kg (507 lbs) and was equipped with flat and V-ways. It was carried on a one-piece, cast-iron stand of great weight and strength that, unfortunately, suffered the same annoying drawback as many other Schaublin stands - its chip tray, formed as an integral part of the base, was far too small.
Using a simple and reliable mechanical, expanding-and-contracting pulley system, the infinitely variable-speed drive was built into the left-hand section of the stand and driven by a 2-speed, 2/4 h.p. 750/3000 r.p.m. motor equipped with a special overload protection system designed to allow more than the normal number of reversals per minute. With final drive by V-belt, spindle speeds varied from 45 to 3000 r.p.m. with 45 to 750 r.p.m through a reduction gearbox and 180 to 3000 r.p.m. in open belt drive. A large handwheel on the front face of the stand changed the spindle speeds and a powerful electromagnetic brake, built into the headstock, was able to stop even the heaviest job in under 3 seconds.
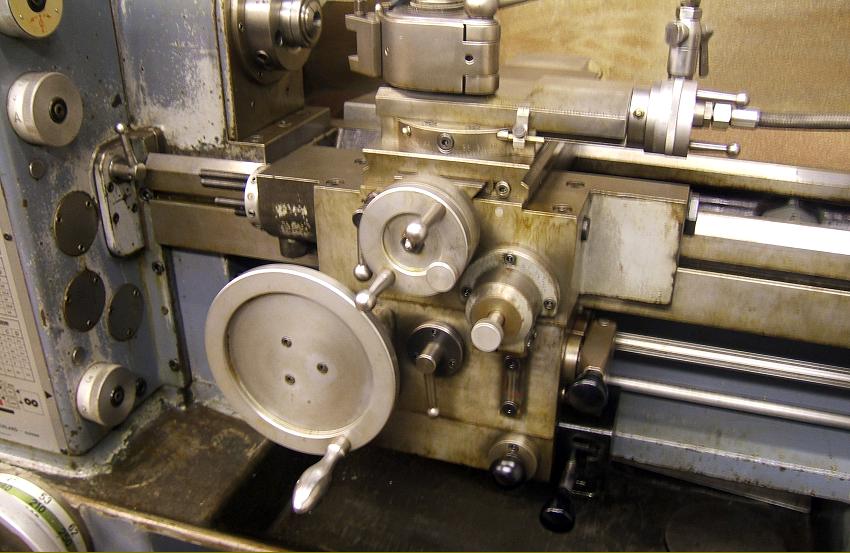
Massively constructed, and adjustable on the bed for alignment, the headstock held a 40 mm bore, 5 Morse taper spindle running in a double-row cylindrical roller bearing at the front and a flange type thrust bearing with oblique contact at the rear. In order to free the spindle from the effects of belt pull, its pulley was mounted in its own bearings with the drive transmitted between the two by a peg. With the spindle speeds controlled from the stand-mounted drive unit, the headstock mounted controls were given over to operating the screwcutting and feeds gearbox. Lubrication of the headstock, screwcutting gearbox and parts of the variator system was taken care of by a piston pump, submerged in a 10-litre (2.2 gallon) tank, that circulated the oil continuously though a filer system. By using a reasonably quantity of oil the temperature was kept down and the efficiency of the system improved..
|
|