|
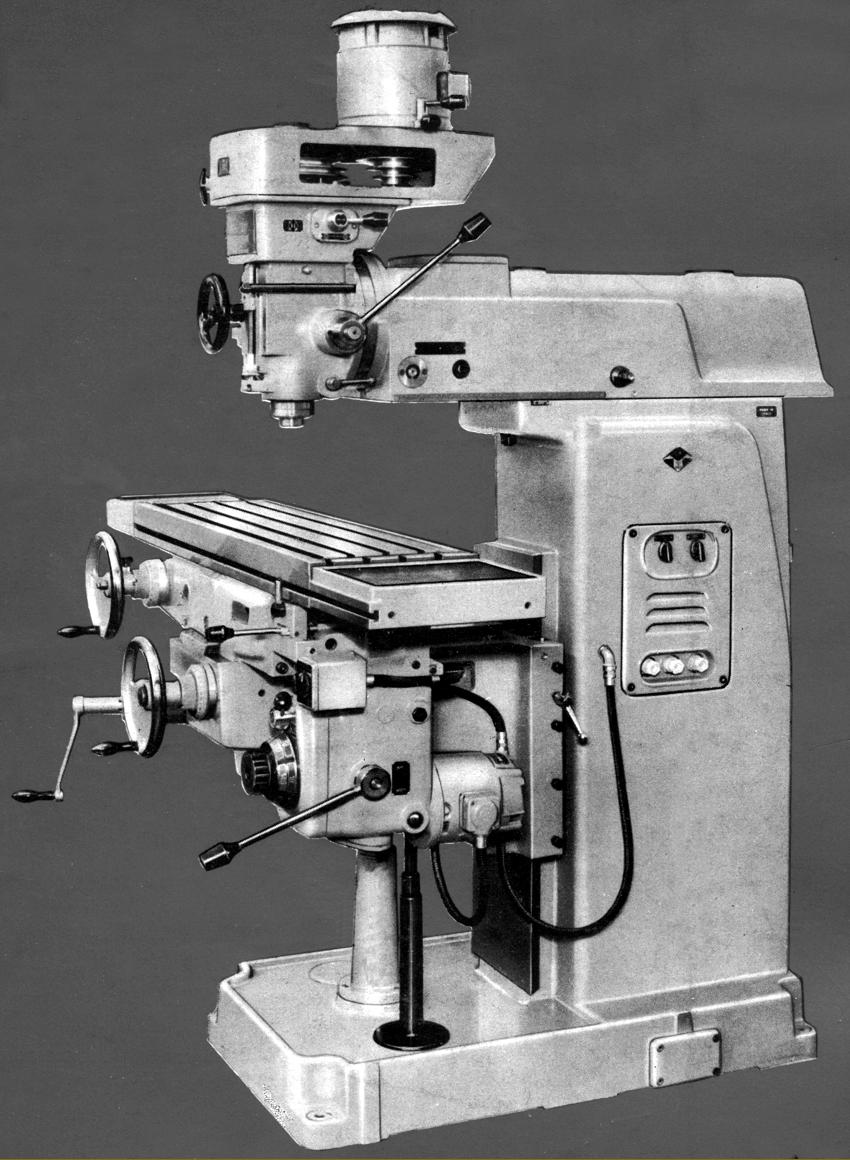
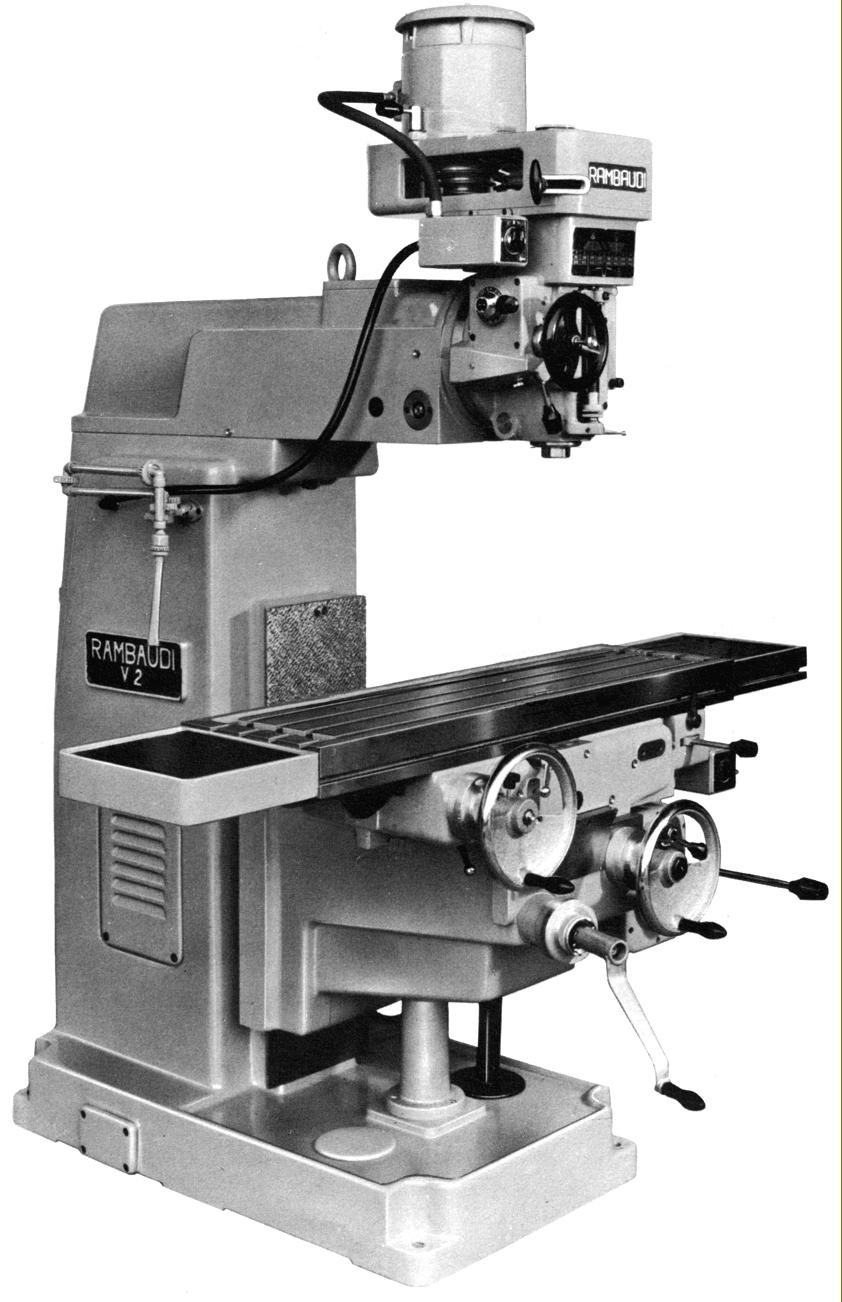
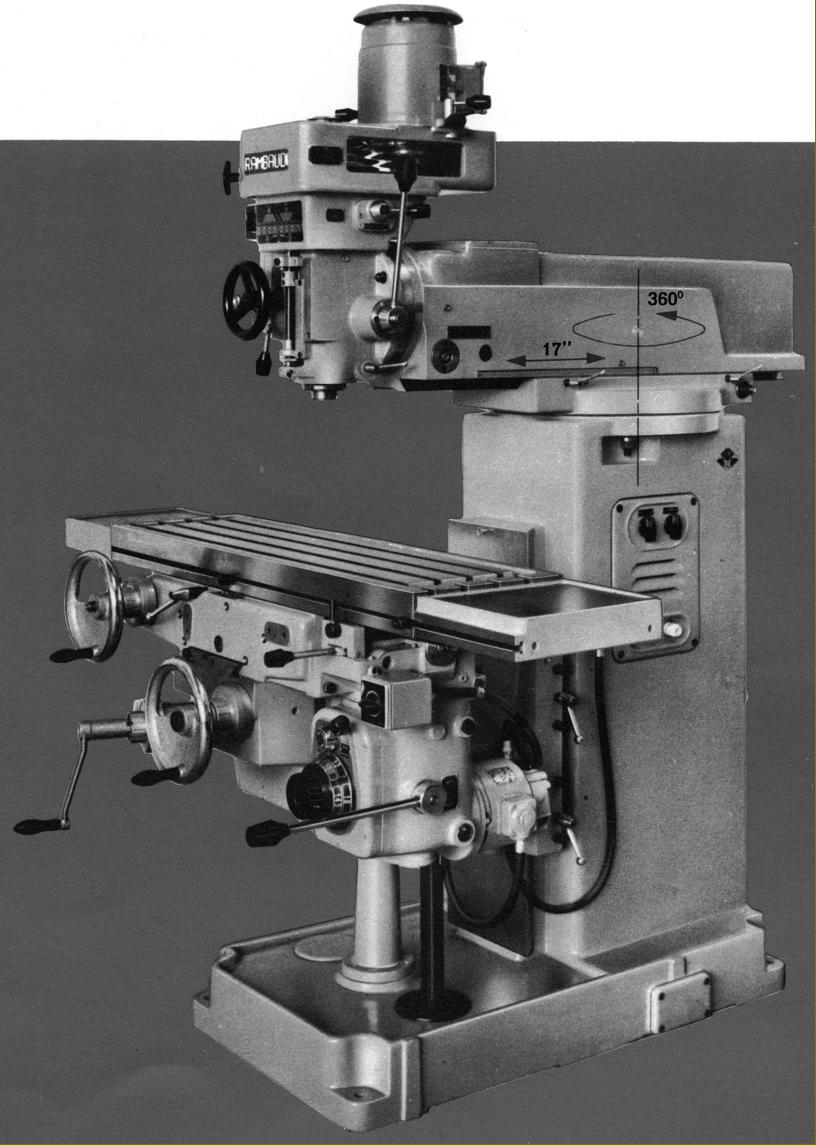
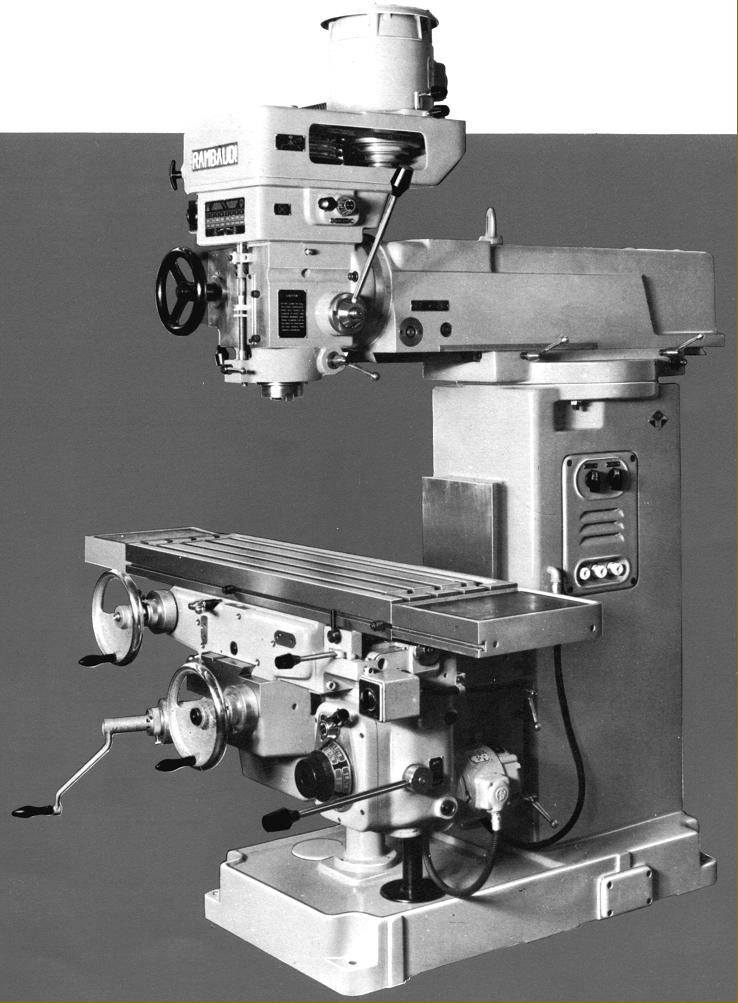
Rambaudi Models V2 and V3
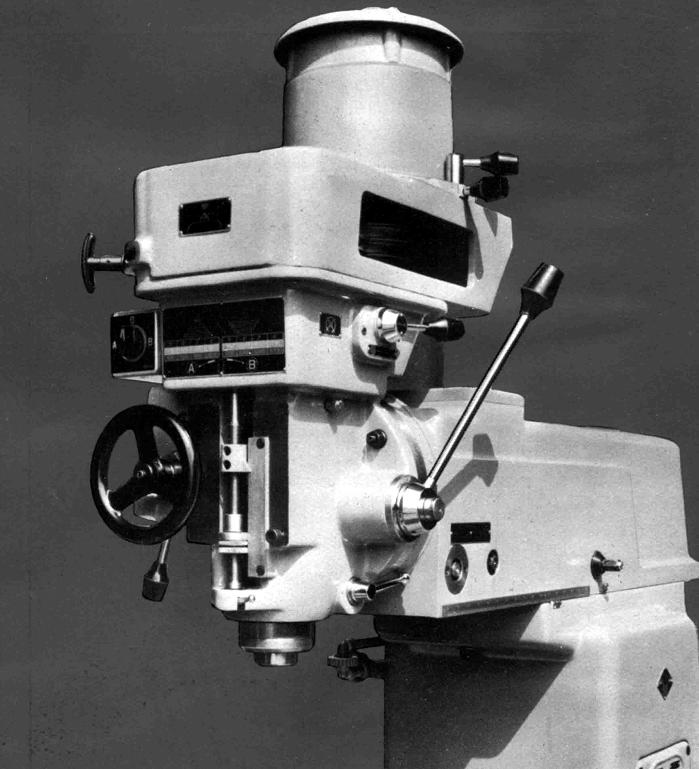
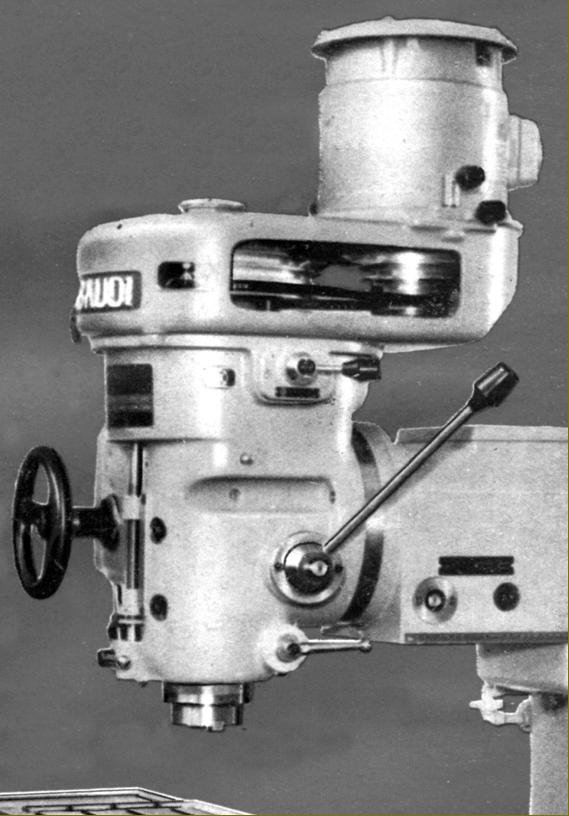
In 1968, having manufactured more than 3000 examples of the earlier VR types (with half exported to the United states), an updated model was introduced, the V Series. Although of a similar layout to the VR, the two versions made, the V2 and V3 differed in almost every detail and were made in two versions with the first produced still styled in the rounded form common until the late 1950s and then, in order to look more modern, with the major castings redesigned in the distinctly rectangular fashion popular during the 1960s. The miller could be supplied as the V2 or V3 with a non-rotating ram or as the VG2 and VG3 with a swivel base that allowed the whole head assembly to be rotated through 360°. However, in contrast to the VR models the range was restricted, their being no combination vertical/horizontal "S" versions with a powered horizontal spindle. Identical in specification and size apart from their vertical heads, the V2 and V3 had just one size of table, 42" x 12", with four 9/16" T-slots on 2.5" spacing. Longitudinal travel under hand or power feed (hand being by a single, forwards facing handwheel working through bevel gears), was 29.5" with hand-driven cross and vertical travels of 12" and 16.3" respectively. Although no power-feed option was available for across and vertically, the latter could (as an optional extra) be fitted with a self-contained rapid-feed unit,
Driven by a 0.5 h.p. motor through an oil-bath gearbox located on the right-hand side of the knee, twelve rates of longitudinal table feed were available (power across and vertically was not available) spanning 0.5" to 22". Selection of feed rates was by a combination of a short lever and a front-facing dial on the front of the motor-gearbox with engagement by a second, longer lever - pressing it down from its central (neutral) position engaged the feed (and started the spindle) while lifting it up (against spring pressure) caused the rapid feed, at a rate of either 80 or (depending upon the year of manufacture) 100" per minute to engage (at extra cost a self-contained power rapid feed could be fitted).
Table feed screws were hardened and ground with that for the longitudinal drive running in an oil bath and made in two short sections, left and right and spring loaded against each other. The screws, around 3" in diameter, engaged against a long, semi-circular nut (a helicoidal rack) fastened to the underside of the table - this ingenious and beautifully constructed arrangement (adjustable to eliminate backlash) giving a huge surface area to slow down the rate of wear. Of conventional design, the cross-feed screw ran through two opposed bronze nuts, this arrangement also being adjustable to eliminate play.
Lubrication of the table and knee ways was by a hand-operated single-shot oil pump positioned to the right of the saddle.
Continued below:
|
|