|
Home Machine Tool Archive Machine-tools Sale & Wanted Late-model V2 & V3 - Page 2 for a number of Rambaudi milling machines Rambaudi Home Page Rambaudi UR60 & UR60F Rambaudi Series M |
||
|
|
|
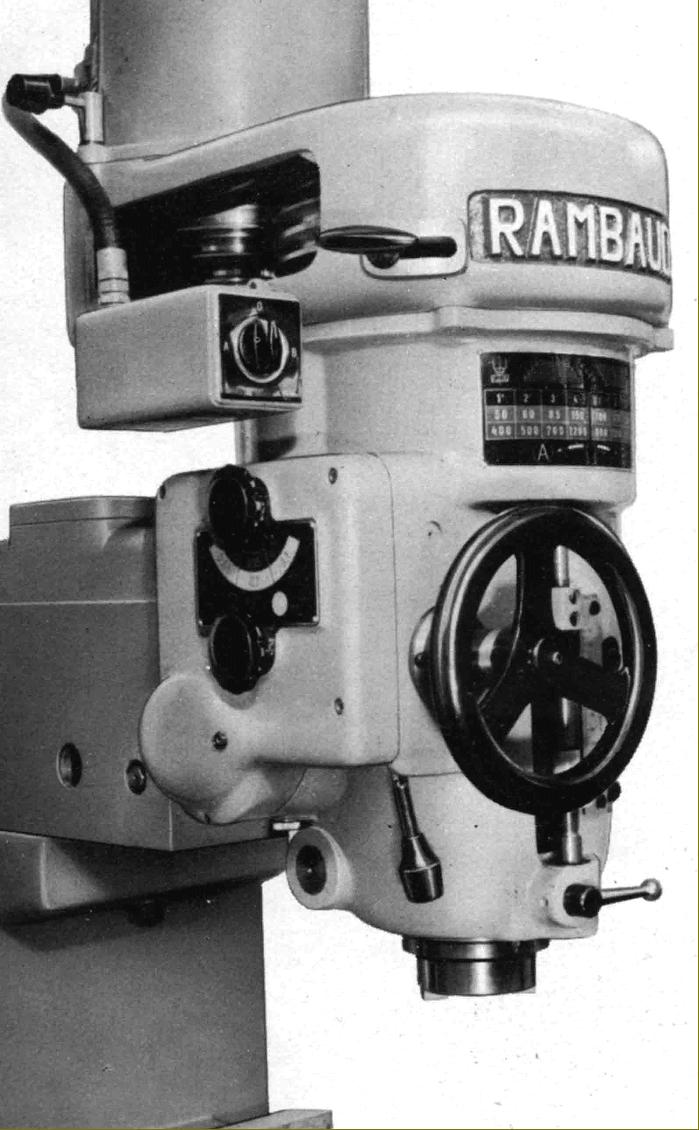
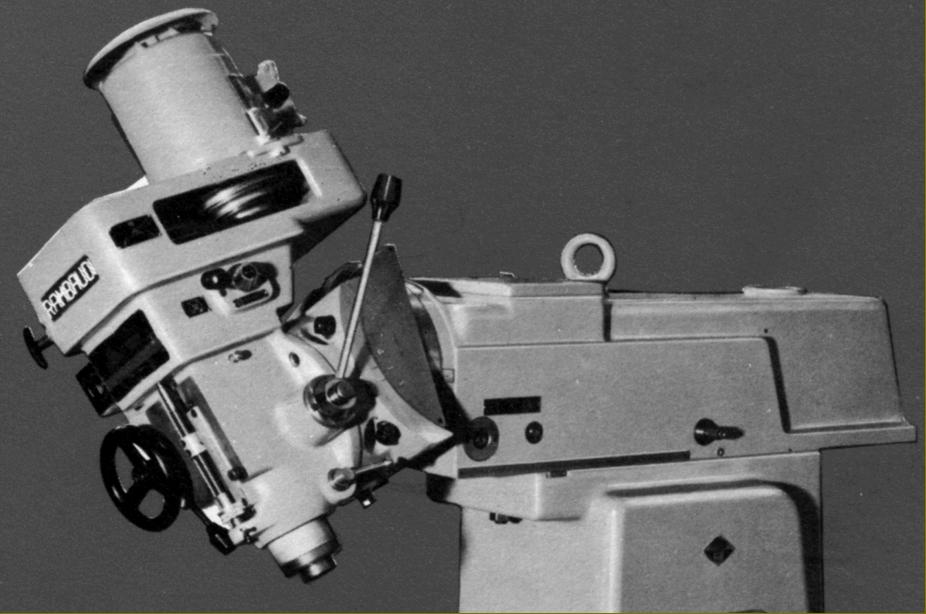
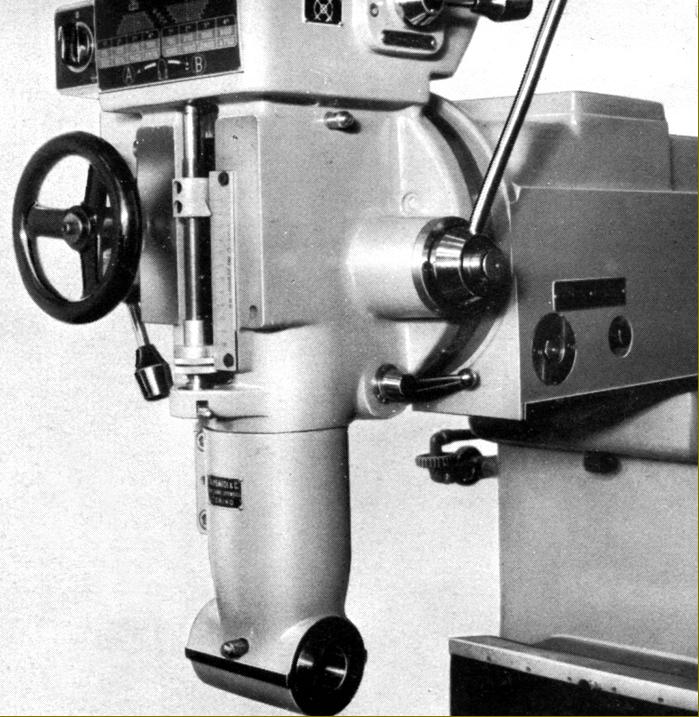
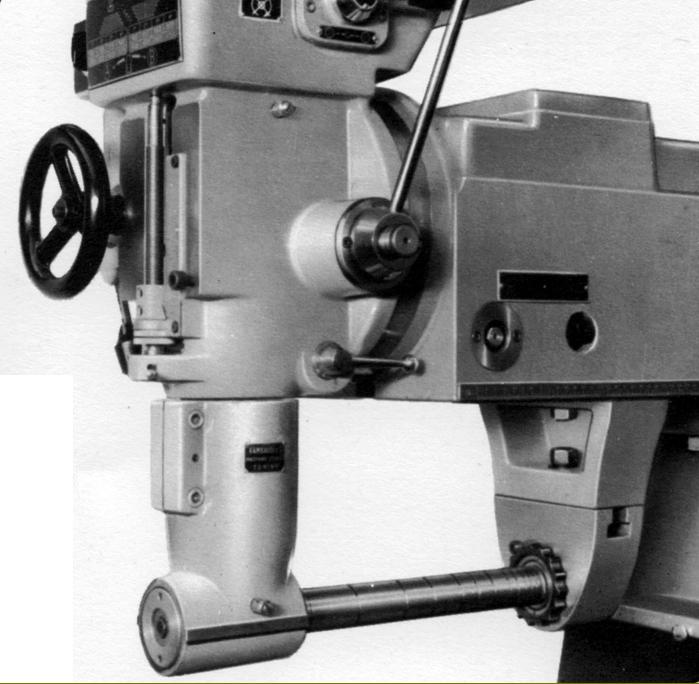
None of the Rambaudi ram-head millers was fitted with a "nodding" head as standard, instead this was a facility offered as an option. However, in place of the usual very simple clevis (that always introduced an unwanted element of flexibility together with the added difficulty of getting back to a zero setting), the assembly consisted of a ram-end adapter formed as a semi circle to which a matching casting on the back of the vertical head was clamped. With a huge contact face spread over 180° rigidity was much improved and the head held firmly despite its considerable mass. |
|
|
|
|
|
|
|
|
|
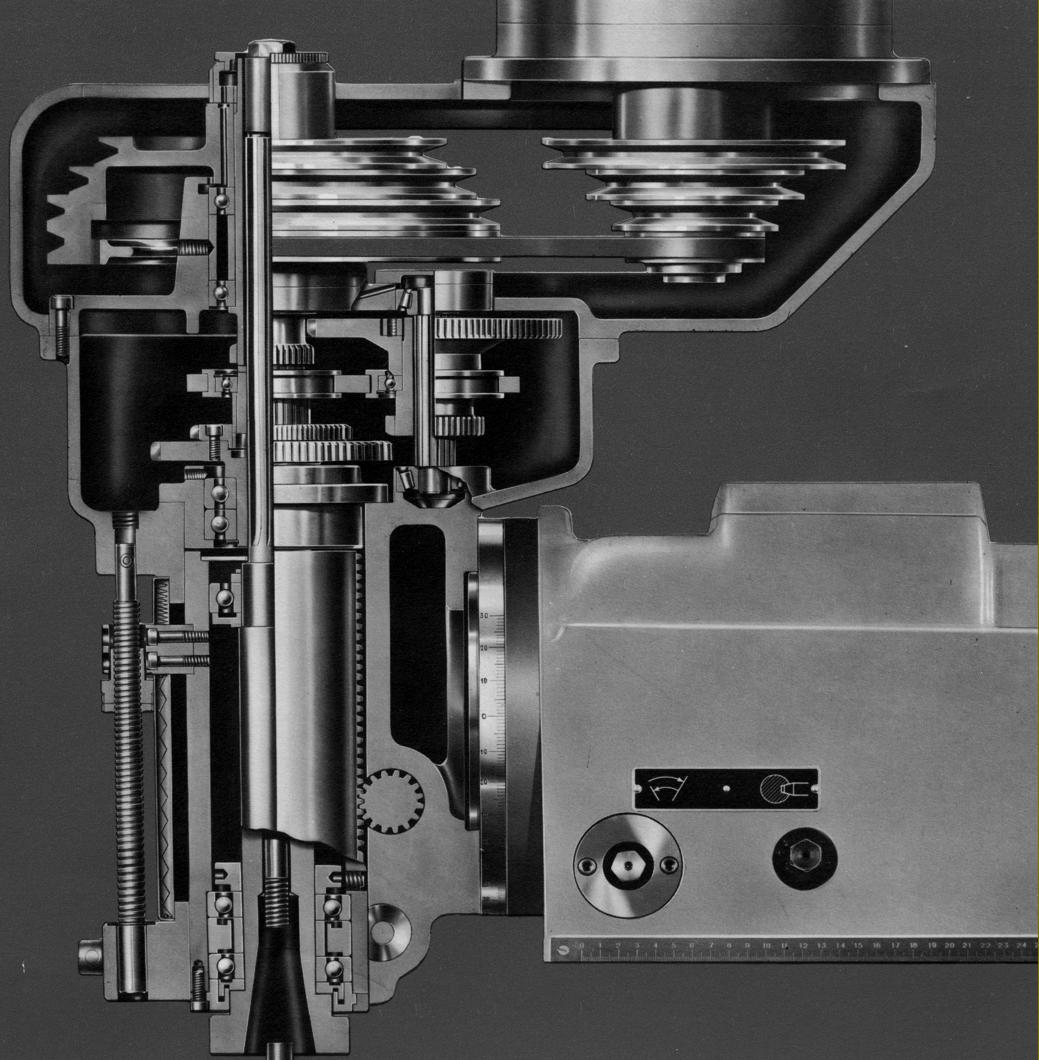
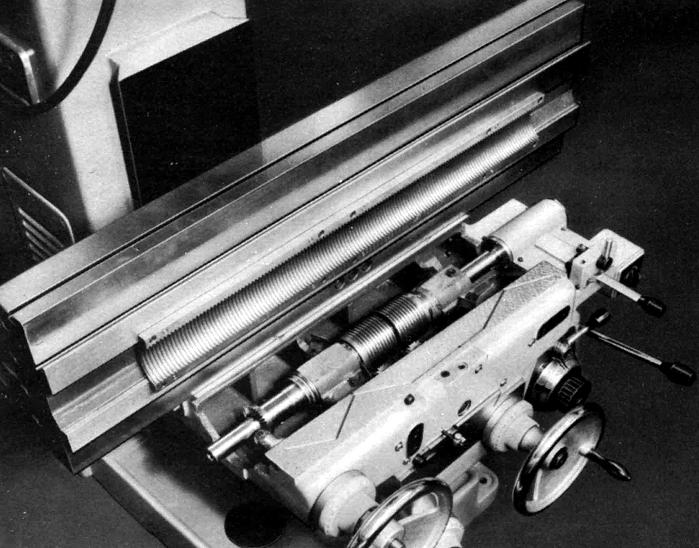
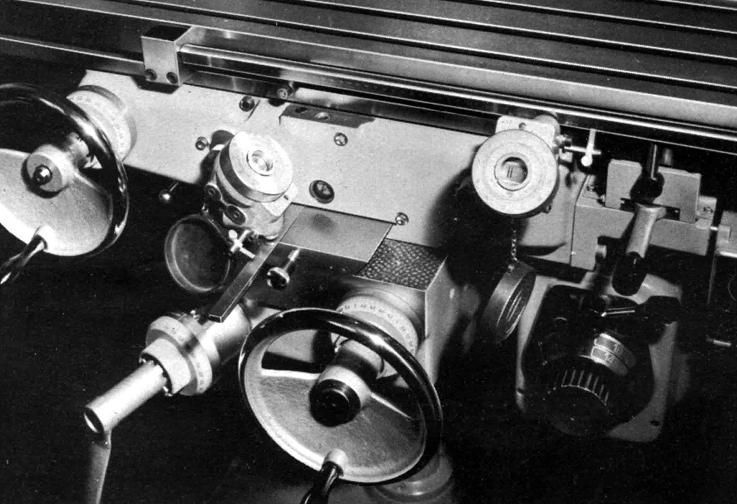
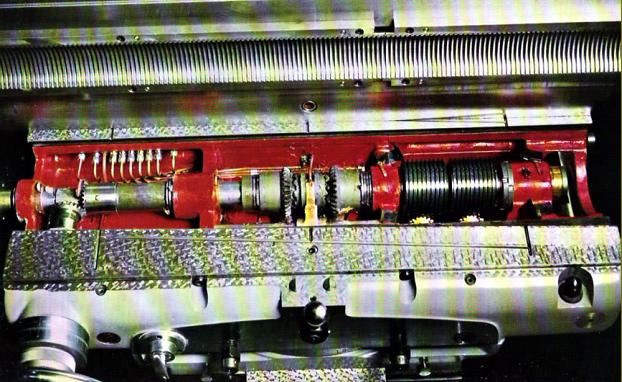
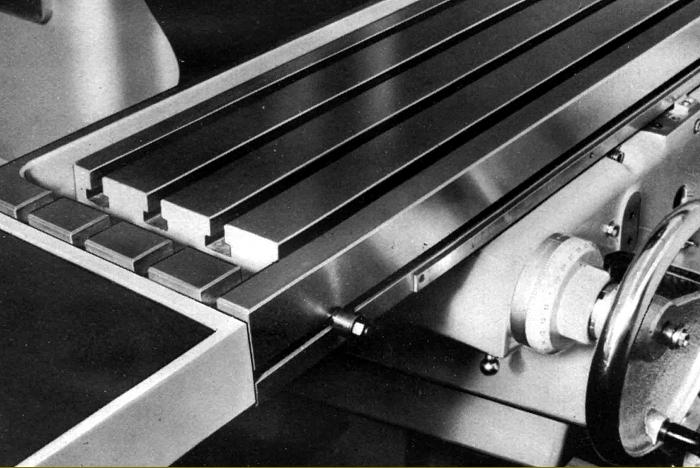
Table feed screws were hardened and ground with that for the longitudinal drive running in an oil bath and made in two short sections, left and right and spring loaded against each other. The screws, around 3" in diameter, engaged against a long, semi-circular nut (a helicoidal rack) fastened to the underside of the table - this ingenious and beautifully constructed arrangement (adjustable to eliminate backlash) giving a huge surface area to slow down the rate of wear. |
|
|
|
|
|
|
|
|

|
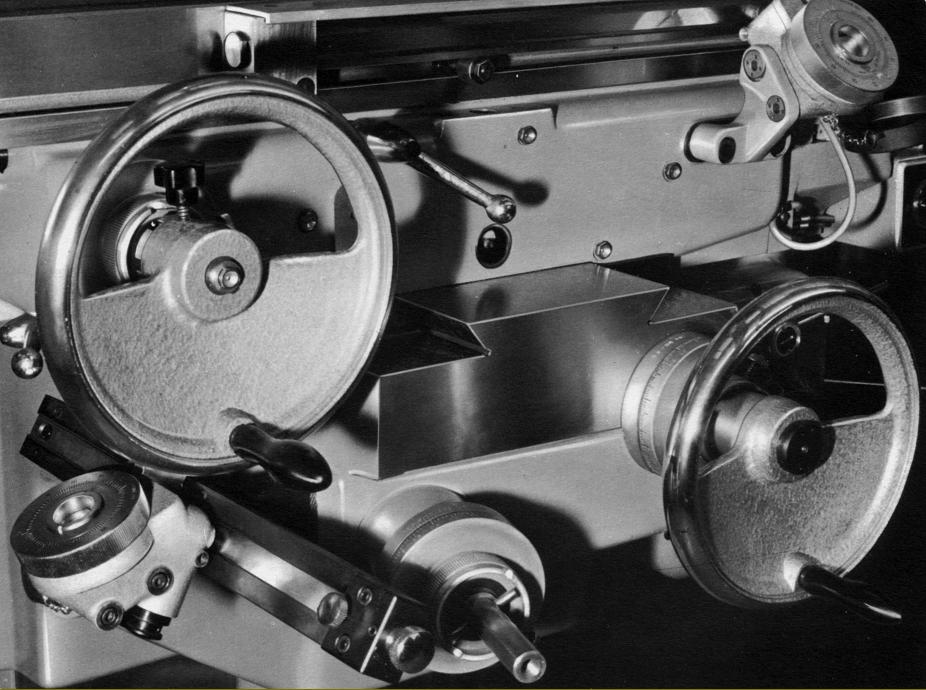
Table feed screws were hardened and ground with that for the longitudinal drive running in an oil bath and made in two short sections, left and right and spring loaded against each other. The screws, around 3" in diameter, engaged against a long, semi-circular nut (a helicoidal rack) fastened to the underside of the table - this ingenious and beautifully constructed arrangement (adjustable to eliminate backlash) giving a huge surface area to slow down the rate of wear |
|
Rambaudi Series M for a number of Rambaudi milling machines Late-model V2 & V3 - Page 2 Home Machine Tool Archive Machine-tools Sale & Wanted |
||