|
email: tony@lathes.co.uk
Home Machine Tool Archive Machine-tools Sale & Wanted
Machine Tool Manuals Catalogues Belts Books Accessories
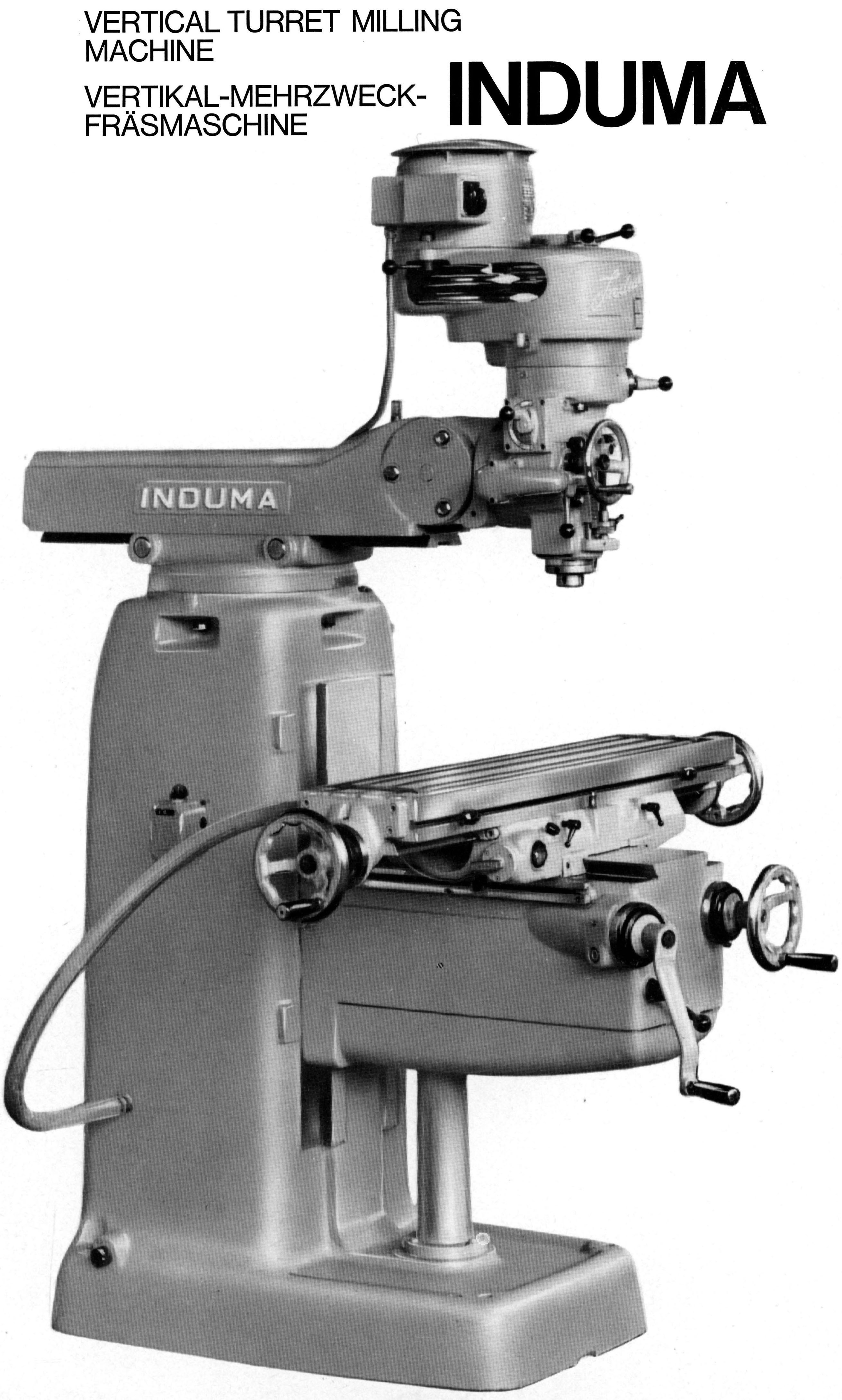
Induma Milling Machines 1/S, 1/S-CE, 1S-43 & NL-63
Induma 1/S Standard Continued Here Induma 1/S-CE Miller
Induma 1S-43 Miller Induma NL/49 & VM/49 Millers
Induma NL/56 & 56/60 Millers Induma NL-63 Miller
Induma NL/75 & NL/87 Induma VM60, VM70 & VM90 Millers
Induma MM Series Millers Induma NL50 Millers Induma NL55 Millers
Manuals are available for Induma Millers
Today probably the most commonly encountered Induma milling machine, the ram-head Model 1/S, was manufactured from the early 1950s until the late 1970s. The machine's introduction was no doubt sparked by the amazing success of the Bridgeport which, in the early 1950s, was in such demand that waiting lists stretched to over a year with a used machine able to sell for more than a used one. In this respect, the Italian Induma Company was not alone, at one point during the following decades, no fewer than sixteen Spanish companies had also jumped on the bandwagon and several Taiwanese as well.
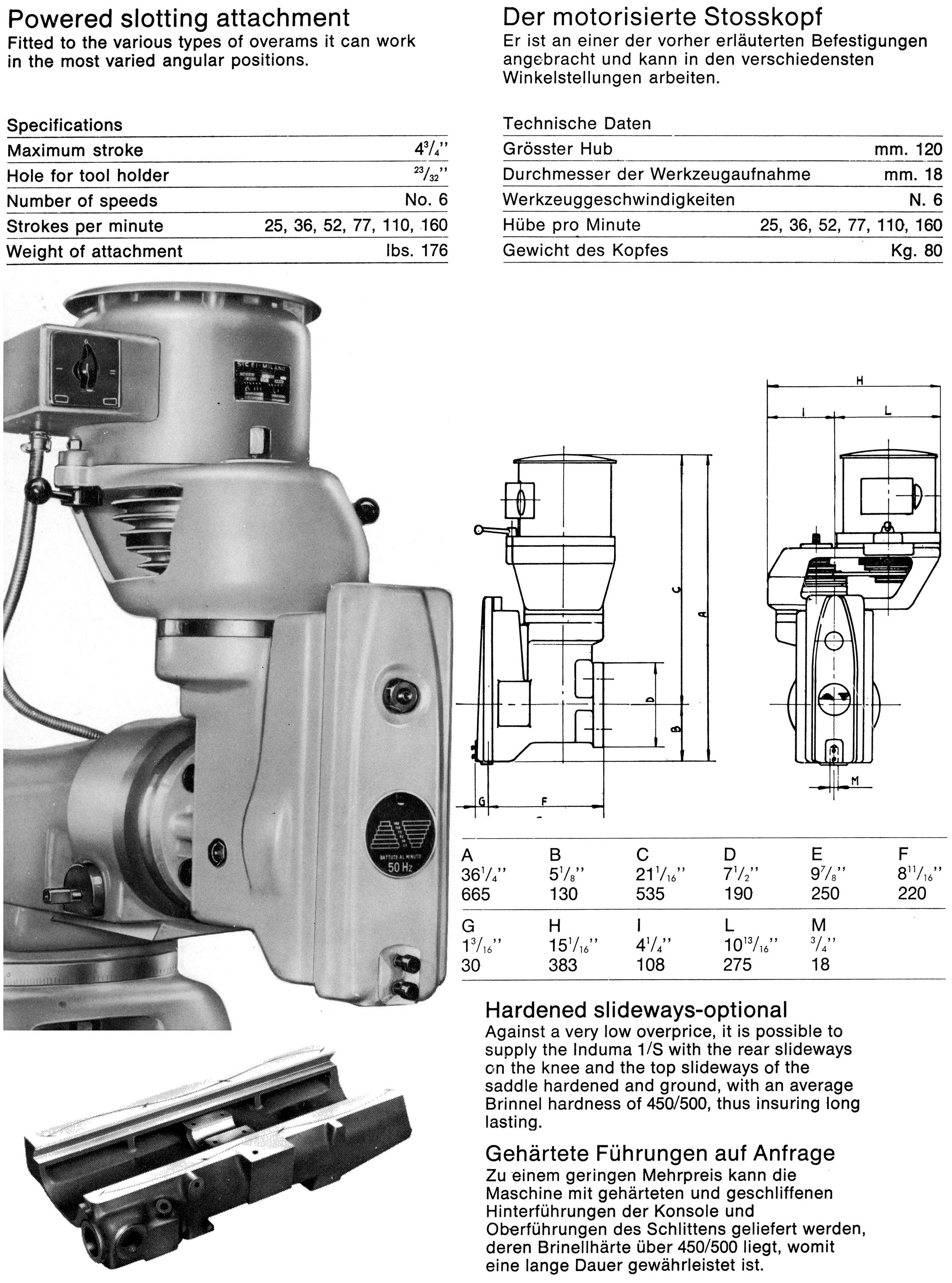
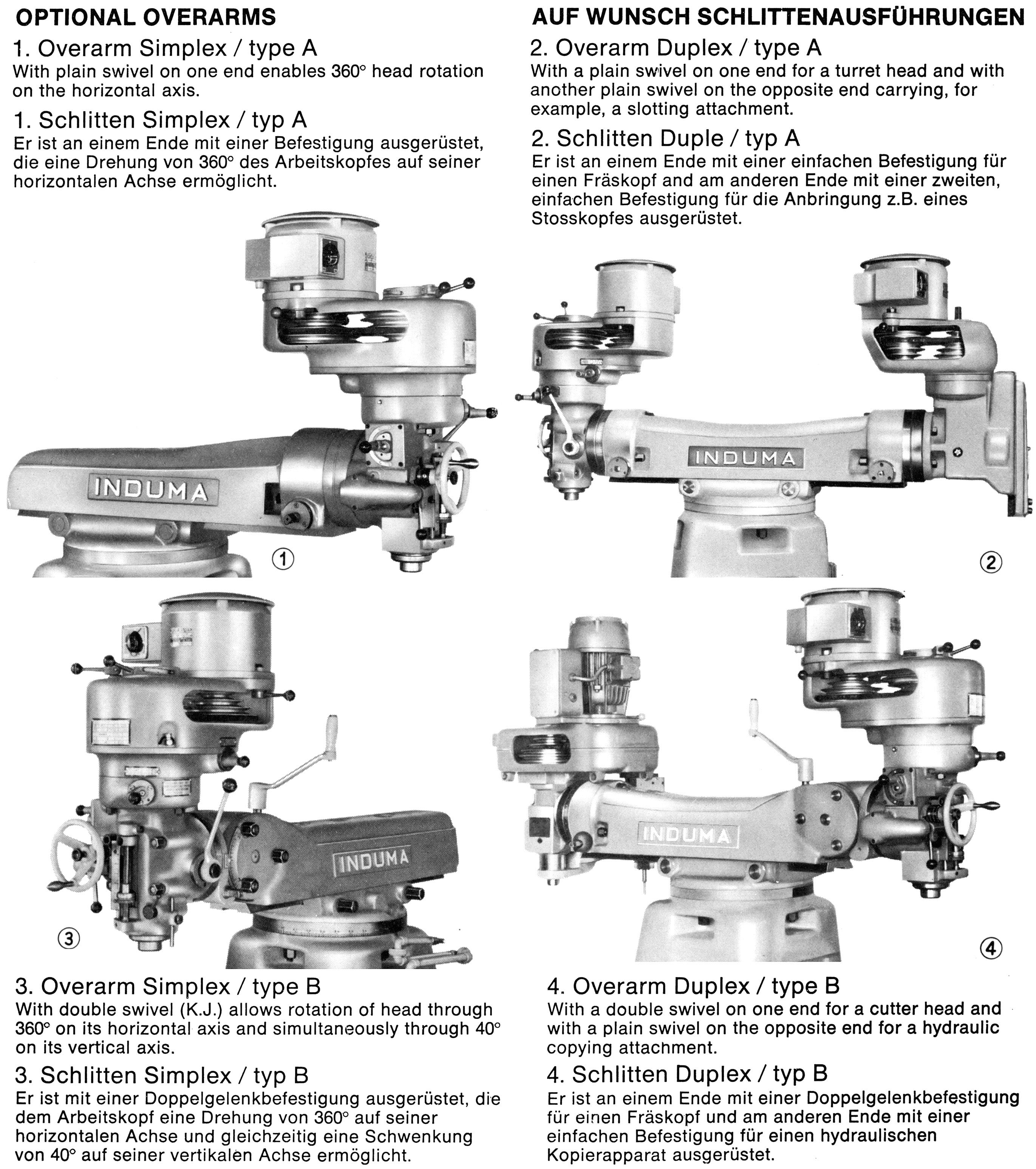
Like all of its type, the entire head unit could be rotated on the column and the ram - of which several versions were available - advanced forwards and backwards. The ram Type A Simplex had a single mount at the front that allowed the head to swivel; the Type A Duplex had a swivel at both ends, one to carry the vertical head and the other to mount a slotting ram; the Type B Simplex had a single end that allowed the head to both swivel and nod while the Type B Duplex had a swivelling and nodding fitting at one end and carried the slotting head at the other. To engage either the milling head or slotting attachment into action was, of course, a simple matter of rotating the whole head on the column. The swivel action allowed the head to be inclined to the left or right through 90°, while the head could be nodded forwards or backwards through 40° each side of upright.
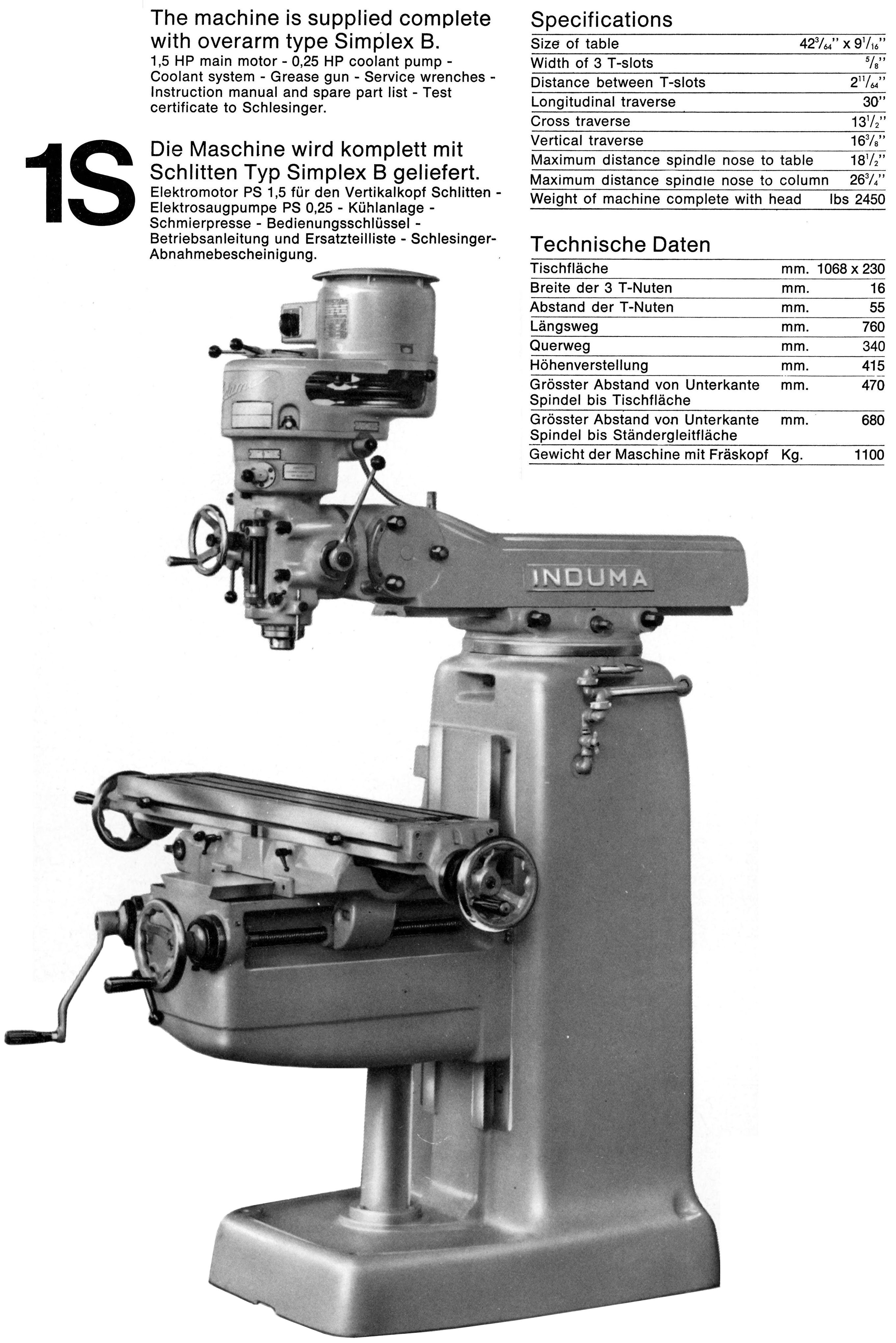
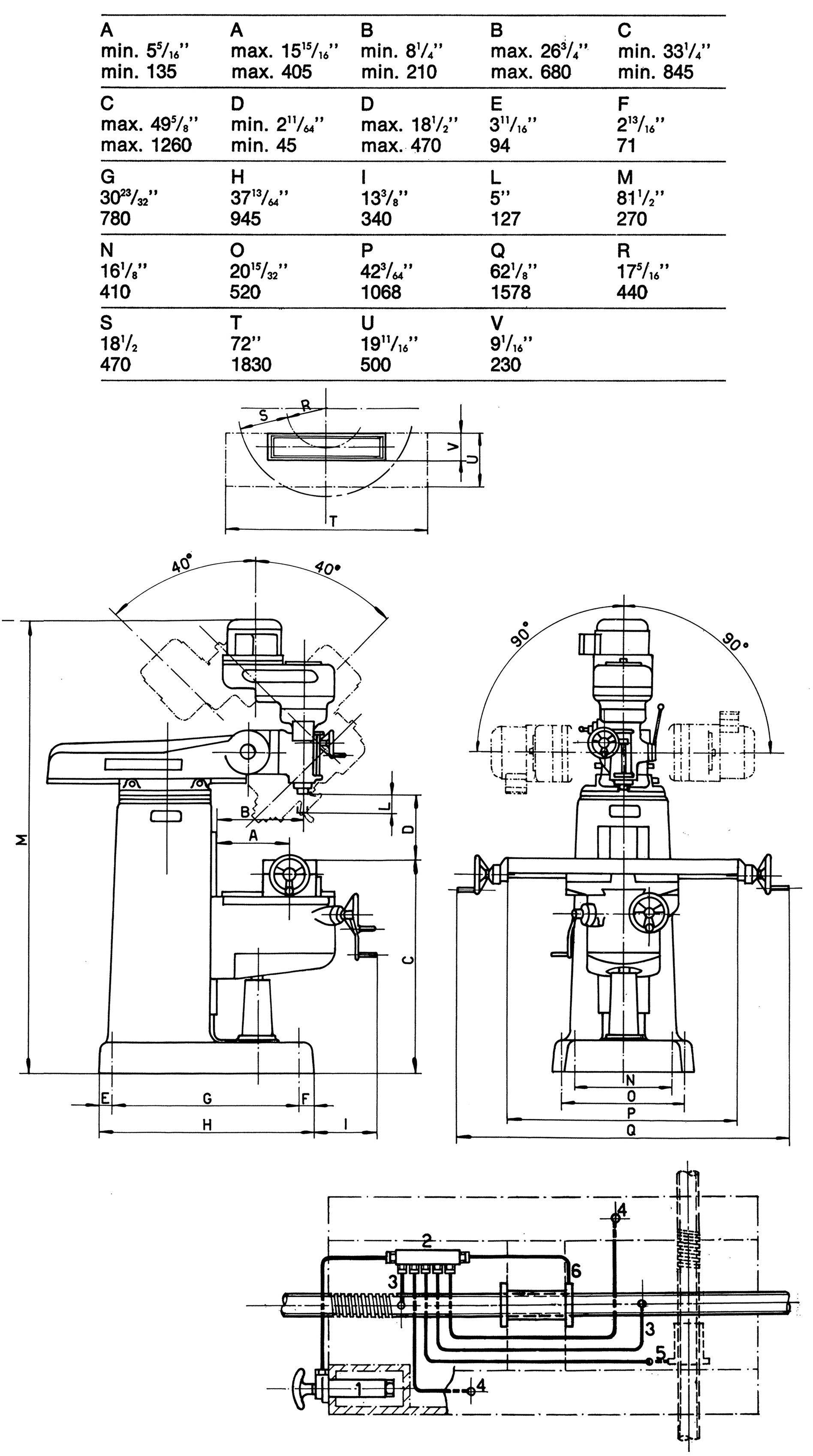
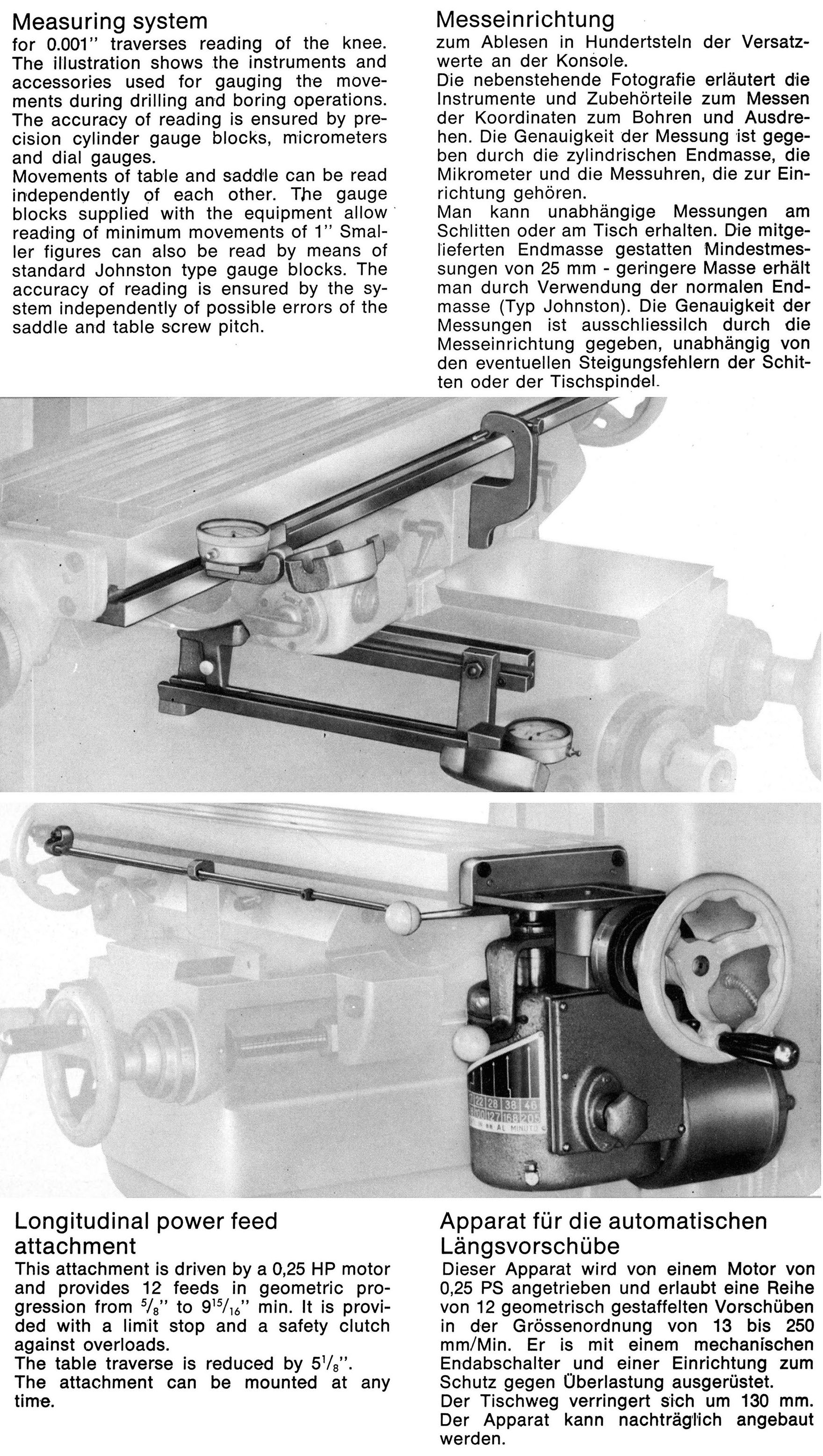
Early machines all lacked a power-feed table, though this was soon added to the option's list as a bolt-on conversion. The type was a simple one, and just bolted - with its 0.25 h.p. motor - to the right-hand end of the 42" x 9" (1068 x 230 mm) table. The unit gave eight feed rates, in geometric progression, from 0.625 to 9.9375 inches per minute and was fitted with a safety overload clutch and a limit stop. Later models had 12 rates of feed, though these were the same as the 8-speed drive at from 0.625 to 9.9376 per minute. The table's longitudinal travel was 30" (760 mm) (but reduced by 5 inches (125 mm) with the power-feed unit attached). Cross feed was 10.625" (340 mm) and vertically 16.375" (415 mm) - though there was the option of an extended knee model that gave an improved cross travel of 13" (330 mm). The maximum clearance between the spindle nose and the table was 18.5" (470 mm) though a realistic gap with a typical collet chuck fitted was 14.5" (368 mm). The throat was 26.75" (680 mm).
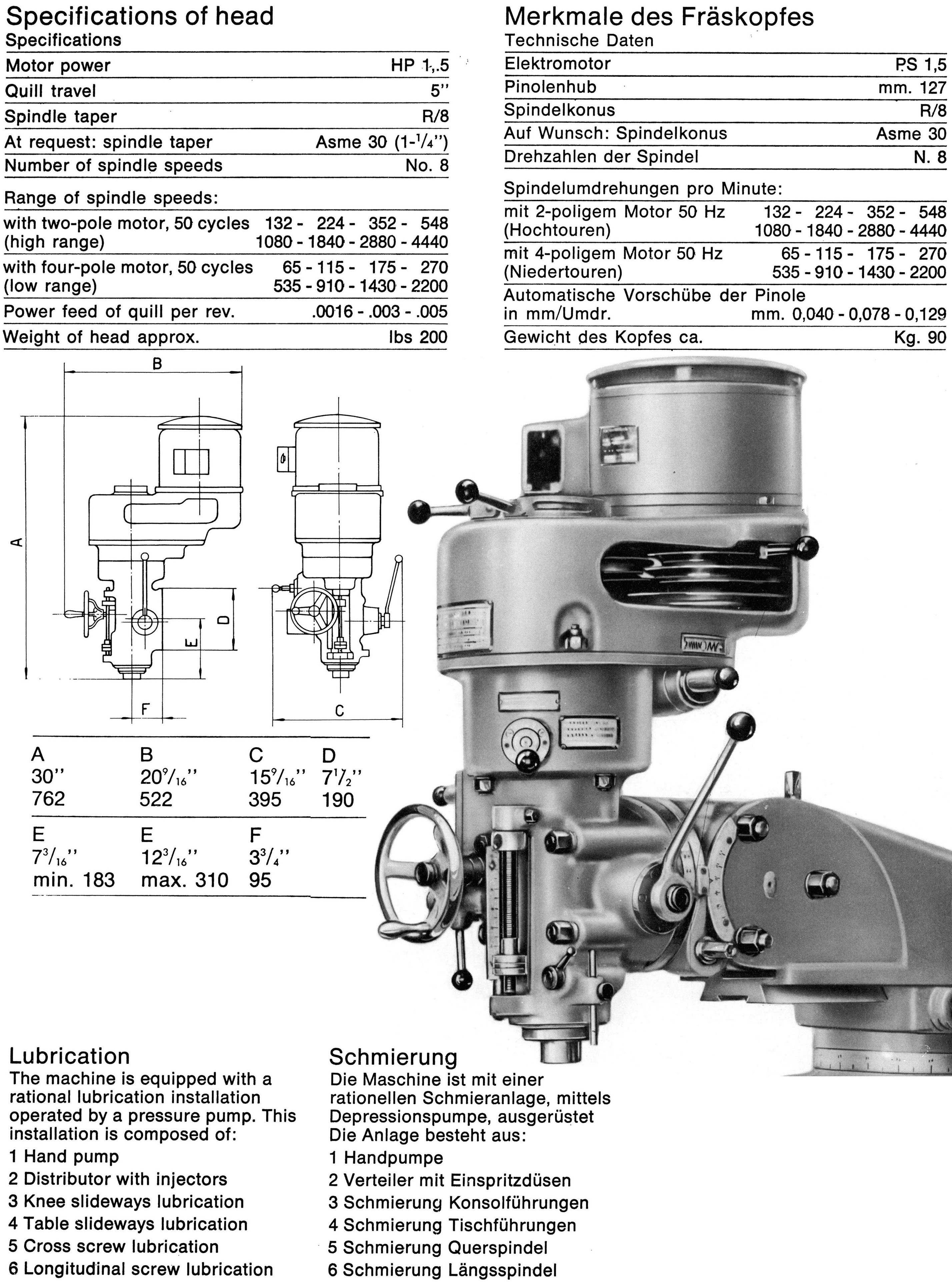
Driven at first by a 1.5 h.p. 3-phase motor - later models are found with a 2 h.p. unit - drive to the spindle was through a single V-belt running over 4-step pulleys. A choice of 4-pole 1400 and 2-pole 2800 r.p.m. motors was offered. The 4-pole motor gave eight spindle speeds that (on a 50-cycle supply) ran from 65 through 115, 175, 270, 535, 910, 1430 to 2200 r.p.m. The two-pole motor, on a 50-cycle supply, produced eight from 132 to 4440 r.p.m. The four lower speeds were driven through a separate belt and engaged by a lever on the top housing; in this range the spindle ran in the opposite direction to the high-speed range, making use of the motor reversing switch essential.
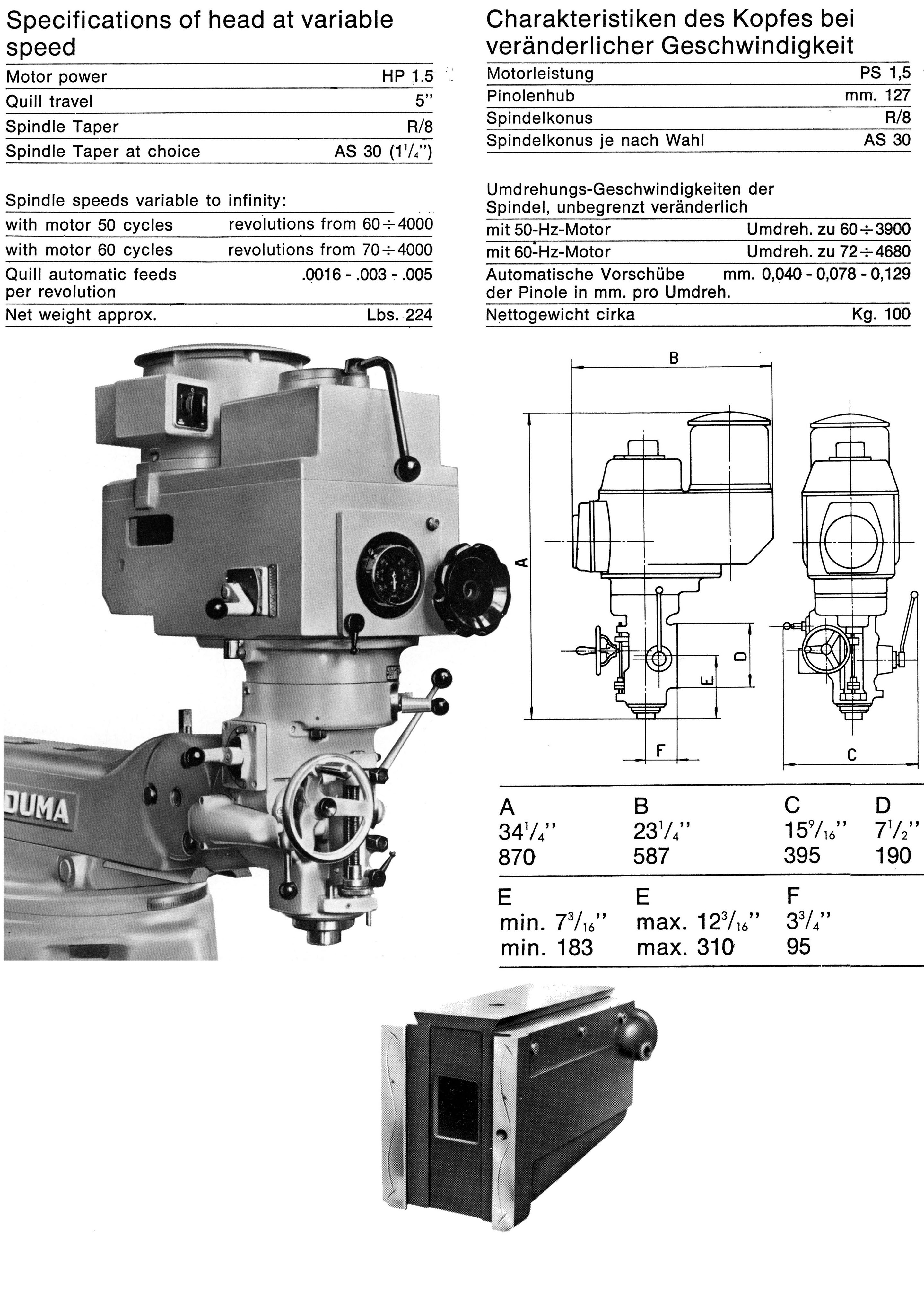
One option was a variable-speed head that, when fitted with a 50-cycle 2 h.p. motor, gave speeds from 60 to 4000 r.p.m. and on a 60-cycle supply from 70 to 400 r.p.m.
The spindle was fitted, as standard, with a Bridgeport-type R8 nose and held in a quill that had 5 inches of travel. Quill feed could be by a quick-action lever for drilling, by a fine-feed handwheel through worm-and-wheel gearing - or by power. With the power feed engaged, three rates of travel became available: 0.0016, 0.003 and 0.005 inches ((0.049, 0.078 and 0.129 mm) per spindle revolution.
The basic 1/S stood 81.5" (2070 mm) high, spanned 62" (1578 mm) over the table handles and weighed approximately 2450 lbs (1000 kg). Full specification details are below and also continued on this age.
Two other versions of the 1/S were available and offered alongside the basic model; the first was the Model 1/S-CE, a miller based on the ordinary machine but designed to take heavier jobs. It was fitted with a longer table and an entirely different knee and very much more complicated knee with a built-in gearbox that gave power longitudinal, traverse and vertical feeds together with rapids. The other version, also sold at the same time the standard 1/S and the heavier-duty 1/S-CE was the Type 1S-43. This retained the same ram-head assembly and table of the ordinary 1S but was fitted with a very different knee assembly. Head types, travels and options remained identical, although the table travels were slightly reduced..
|
|