|
Machine Tool Manuals Machine Tool Catalogues Accessories Belts American Watch Tool Company Wade "Front-way" Lathe The Last Wade Other Wade Products If you have a Wade, and would like to discover more about your machine, copies of various sales publications and handbooks are available |
||
|
|
|
|
||
|
Early Wade Precision Bench Lathe set up for production work. |
||
|
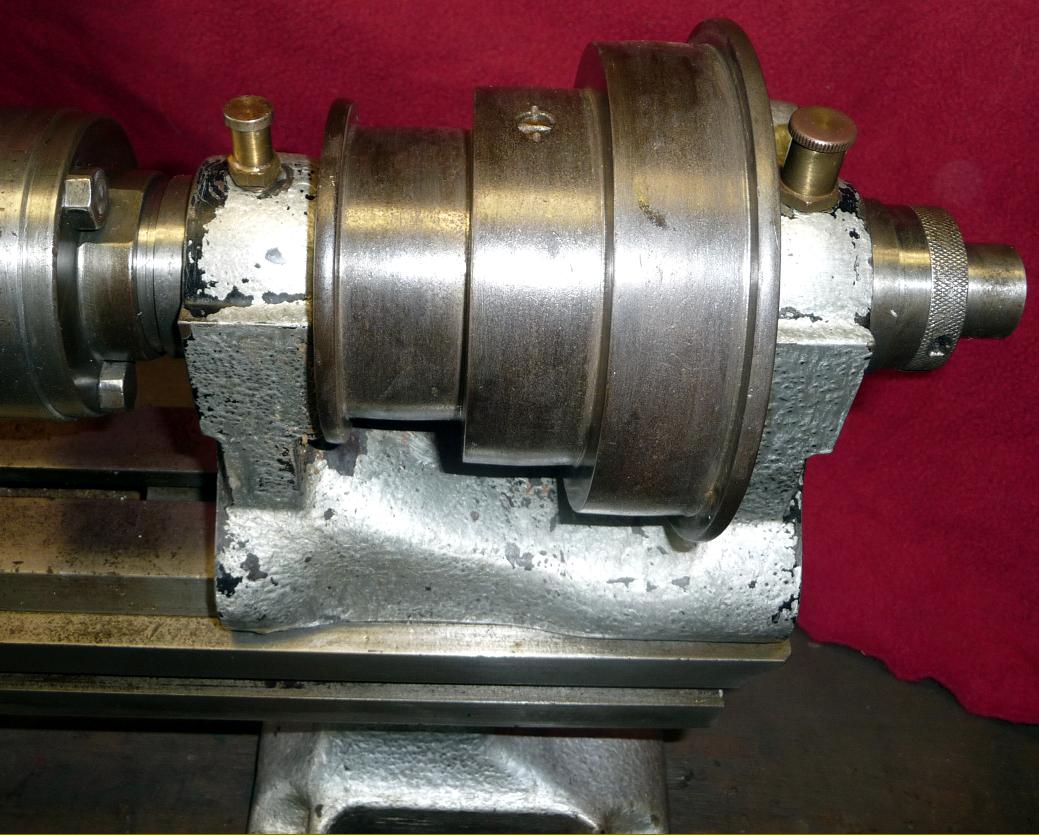
The Three-bearing Headstock was designed for production work. This was a sturdily-built unit with a full-length mounting on the bed, not a mere extension to the length of the casting. |
||
|
An adaptation of the "half-open" tailstock, a traditional accessory for Precision Bench Lathes and often employed in factories where they were used for semi-mass production processes which required only very light machining operations. |
||
|
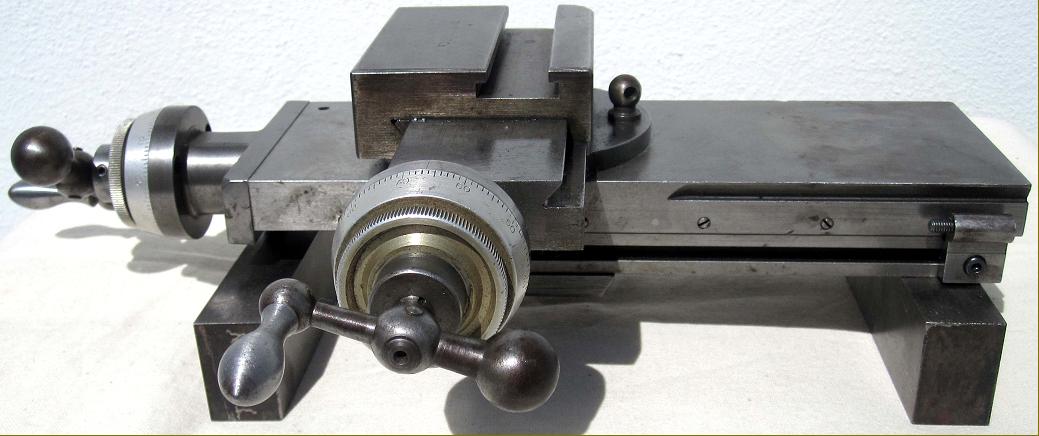
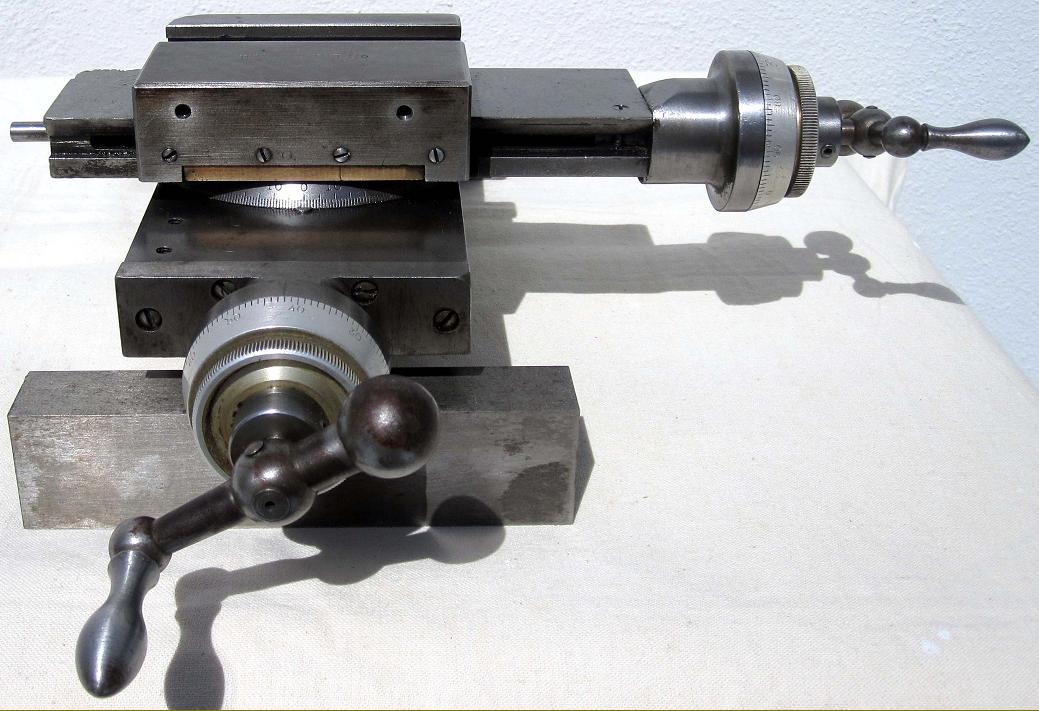
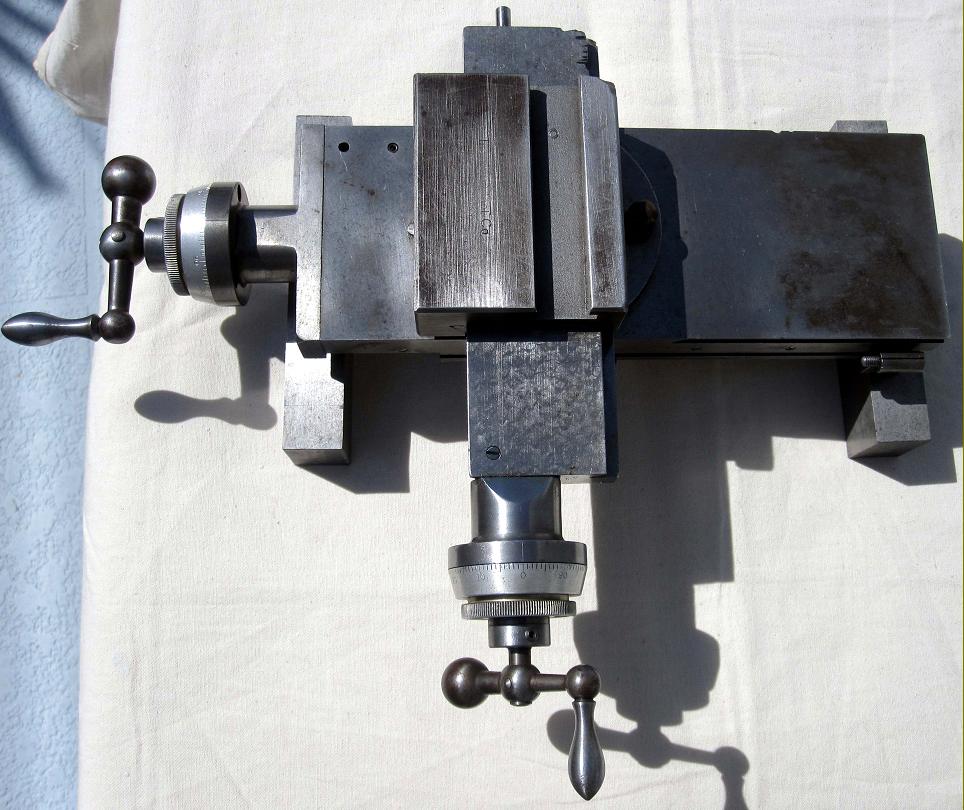
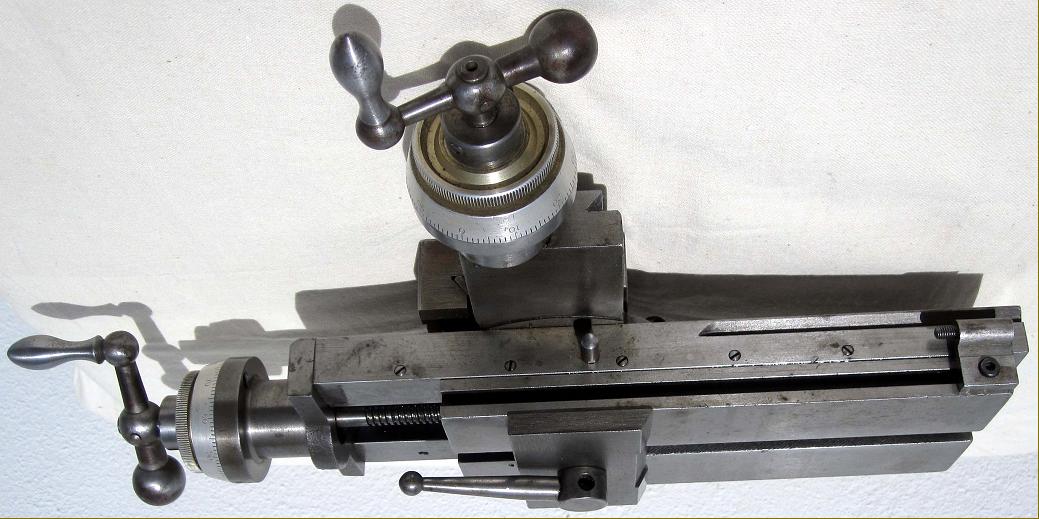
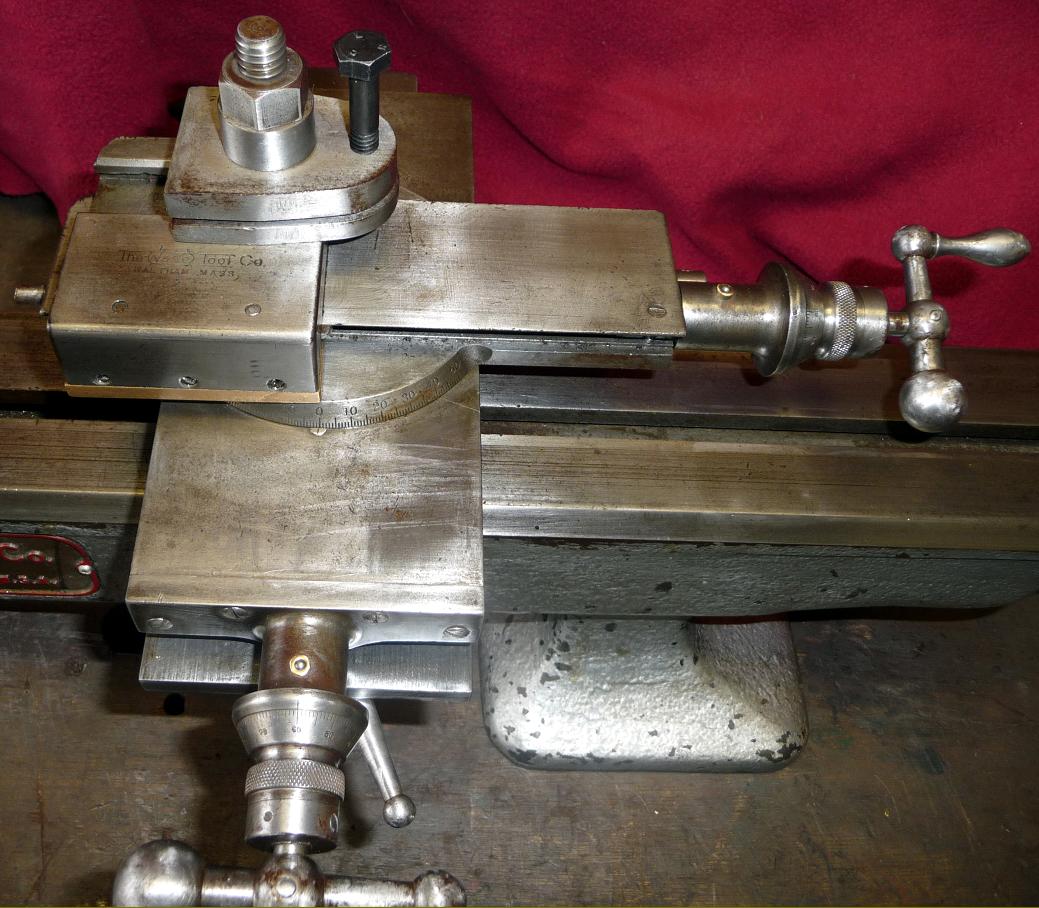
The Wade Lever-operated Swivel Slide was manufactured for many years and could be fitted to a variety of single, double and compound slide rests. |
||
|
slides and tailstock-mounted hand-indexed capstan unit. |
||
|
|



|
Wade "Front-way" Lathe The Last Wade Other Wade Products If you have a Wade, and would like to discover more about your machine, American Watch Tool Company Machine Tool Manuals Machine Tool Catalogues Accessories Belts |
||