|
The Denbigh Engineering Co. Ltd. was based at Horseley Heath, Tipton, in Staffordshire, England and manufactured an extensive range of basic machine tools. Tipton, being halfway between Birmingham to the south east and Wolverhampton to the north west, was in the heart of the "Black Country", an area once heavily industrialised and a focal point of developments during the Industrial Revolution. Today the town is home to the Black Country Living Museum, a large, open-air affair with reconstructed buildings showing life as it was in a mid-1800s iron-working town - a real day-out treat for steam and engineering enthusiasts.
Describing themselves as "Engineers, Machine Tool Makers, Mill Furnishers and iron Founders", Denbigh appear to have survived until at least the mid 1970s when, at a new address, Malcolm House, Batsford, Moreton-in-Marsh, Gloiucestershire, they were issuing a simple one-sheet price list showing rebranded Elliott-Progress geared head 4E and 5E pillar drills. However, also listed on Company literature was a works address, Stratford Road, Shipton-on-Stour in Warkshire, with a note that they were manufacturers of Pillar Drilling, Horizontal Milling and Power Hacksaw Machinery.
In pre-WW2 years Denbigh's output consisted of the Type B and "New B" heavy horizontal milling machines, the lighter Type H horizontal millers in a number of configurations - H1, H2, H3 and H4 - for bench mounting or fitted to floor-standing cast-iron columns, a wide variety of industrial bench and pillar drills, a foot-lever press, wet and dry tool grinders, two models of metal spinning lathes, two sizes of what the makers termed "polishing lathes" (today they would be regarded as simple polishing stands) and the Company's patented "Hand Jolt Ram", this being an effective hand-operated sand moulding machines for use in foundries. By the mid 1960s the range had been considerably trimmed and, although no lathes were produced, the "Swiftcut" metal-cutting donkey saw had been introduced, a wide range of drills was still manufactured as well as manual and air-operated fly and lever presses and a number of simple, cheaper horizontal milling machines including the Type C, Type D, Type D3, Type M, Type J.P., Type J.V.S, and the Type J.P.V.S. - many being of simple design, reasonably priced and of and so finding their way into technical colleges and apprentice training schools.
Long a common practice in many spheres of industry, Denbigh also made batches of un-branded milling and other machines for distribution by third parties. In some cases the millers differed from the regular Denbigh specification with some obviously manufactured to a customer's particular requirements.
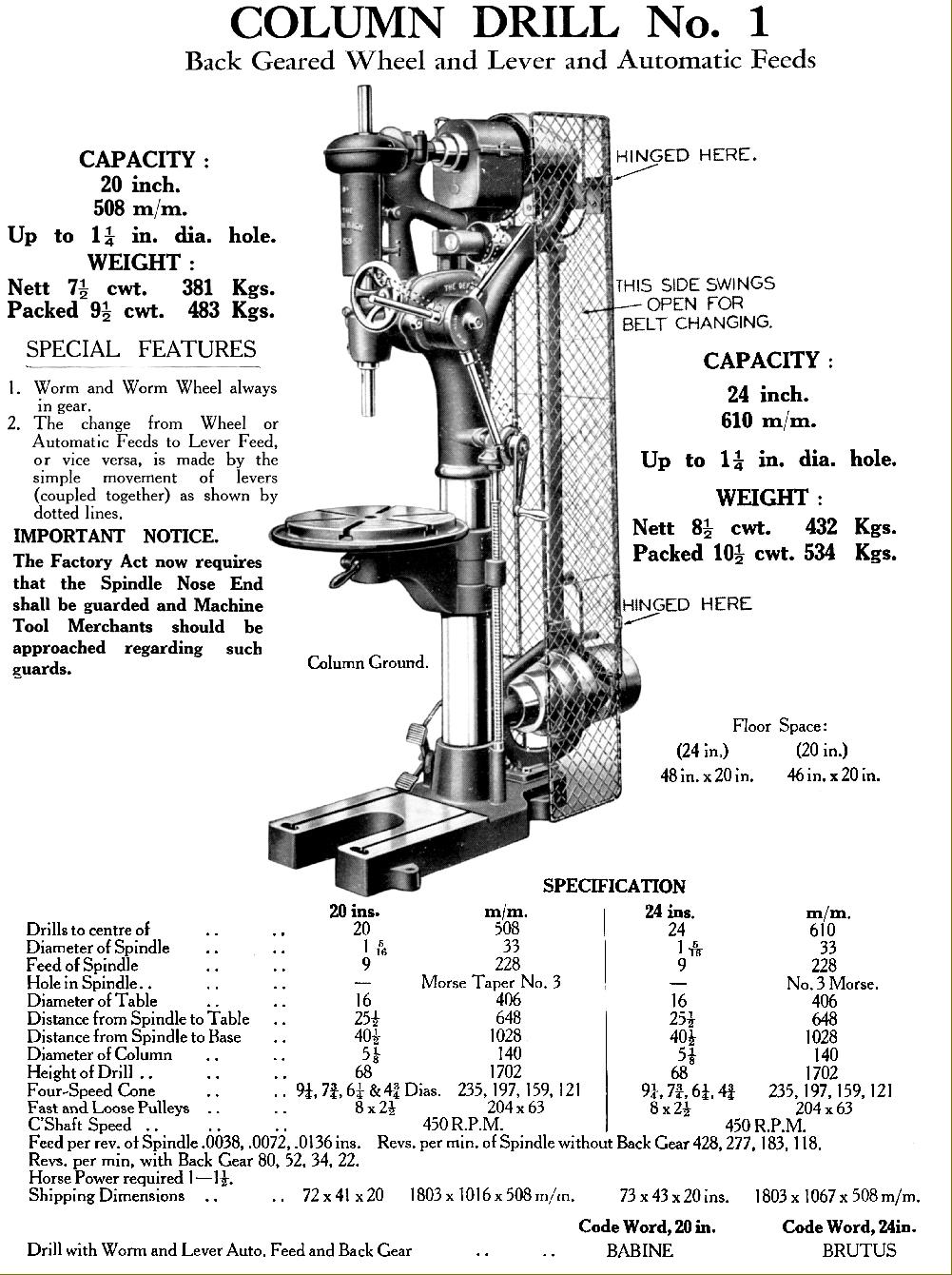
Denbigh drills were of an absolutely conventional design, their origins going back to Victorian times and little developed even after WW2 - though a few more modern bench and pillar drills with enclosed V-belt drive, the K Series, had been introduced during the 1950s.
Denbigh had their own foundry - unsurprising, as they were in the very heart of the original English iron founding area - and turned out castings to a very high standard. All their machine tools were heavily built, capable of absorbing continuous industrial use and were widely exported. Although their original design of "swan-neck" drill might appear hopelessly old-fashioned, they worked (and still do) extremely well with little to go wrong and having reserves of power. One model in particular, the No.1, lasted almost until the company closed in 1970, a testament to its simple design and rugged construction.
Not so popular were the Denbigh milling machines with these, in later years, being aimed at the school and training markets where great strength and weight were not considered necessary. Fit and finish of these models was also not to a particularly high standard, again, not a serious consideration when price was the prime consideration..
|
|
{kind=link}








