|
Home Machine Tool Archive Machine-tools Sale & Wanted Simonet Prototype Lathe for the Simonet DC-102, DD-102, DR-102 and DZ-450 lathes |
||
|
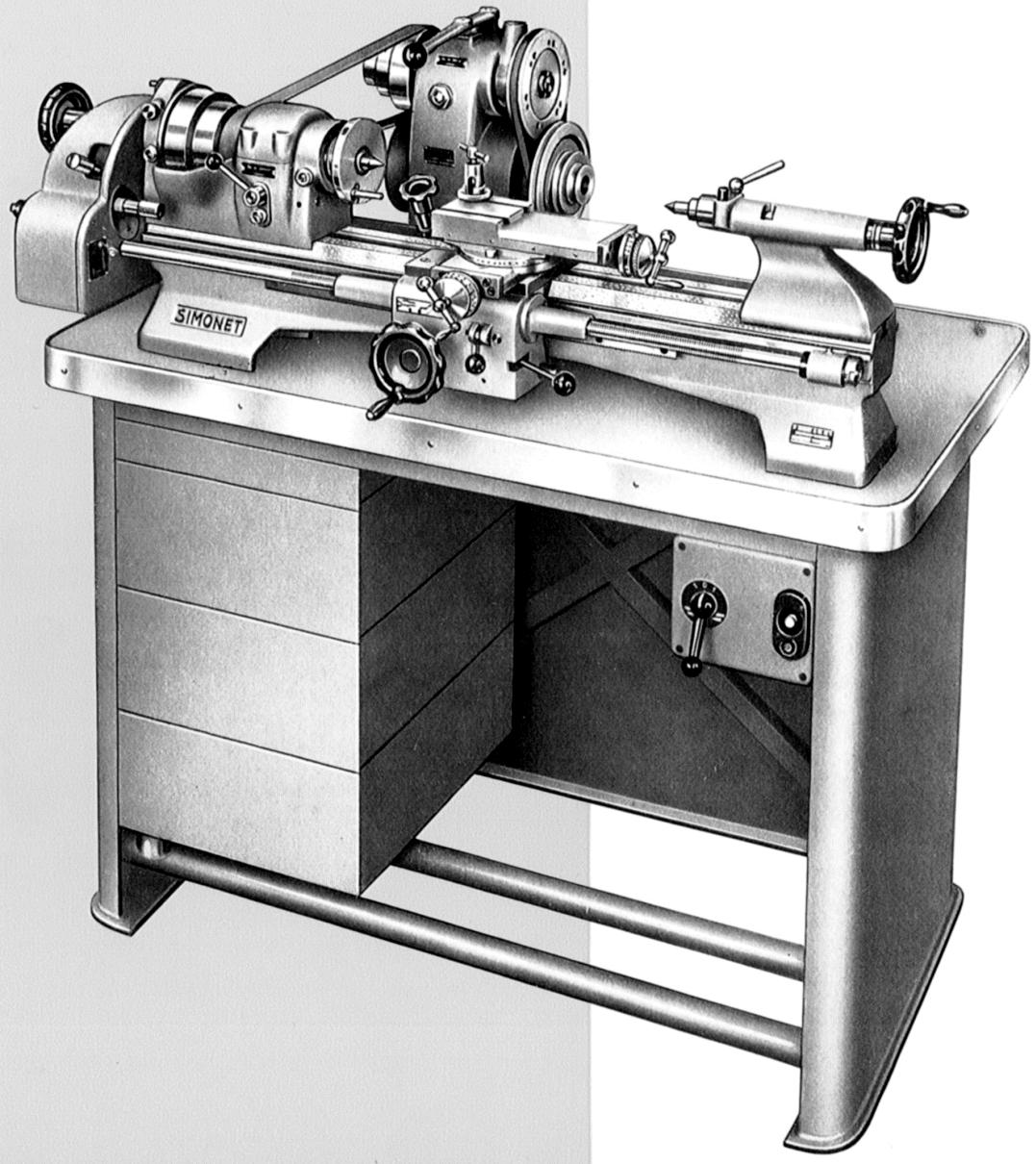
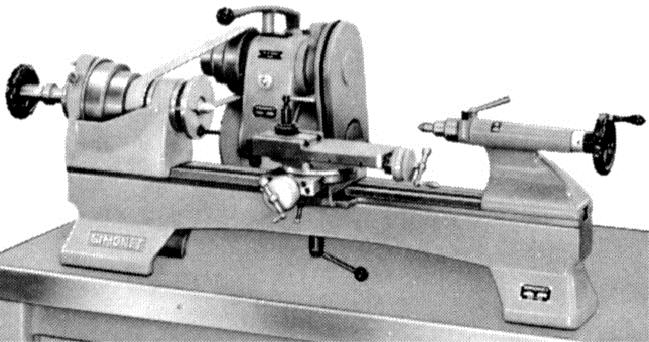
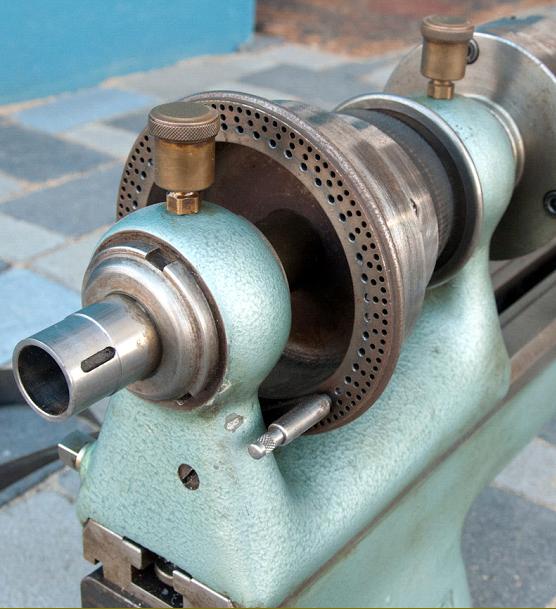
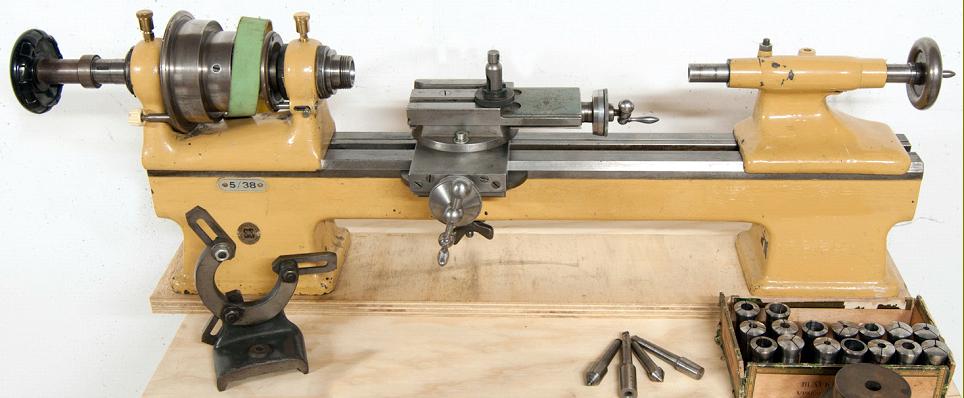
Simonet was a Swiss firm, known world-wide for their beautifully-made, very high quality precision lathes. Apart from the plain-turning (non-screwcutting) lathes - usually a version of the Type D102 that from the 1940s until the 1960s sold in some numbers to watch, clock and instrument-making companies, research departments and various Government agencies - their best-known machine was the DZ-450, a 4" x 18" (102 mm x 450 mm) backgeared, screwcutting lathe. Based closely on the design of the Schaublin 102 (all accessories are interchangeable, though the spindle on the Simonet, is different at M38 x 2.5 mm) it was fitted with a "single-lever" operated oil-bath backgear assembly equipped with hardened gears. Taking W20 (20 mm shank) collets, the hardened, ground and lapped headstock spindle ran in plain bronze bearings and was capable of sustained high speeds with great reliability. Like many other Precision lathes the Simonet's headstock cone pulley had its smallest diameter by the spindle nose - so allowing the front bearing to be increased in size and surrounded by a greater mass of supporting metal. Two or three rings of indexing holes were spaced around the face of the pulley's end flange with a single indexing plunger, mounted in an eccentric holder, to engage them. |
|
|
||
|
|
||
|
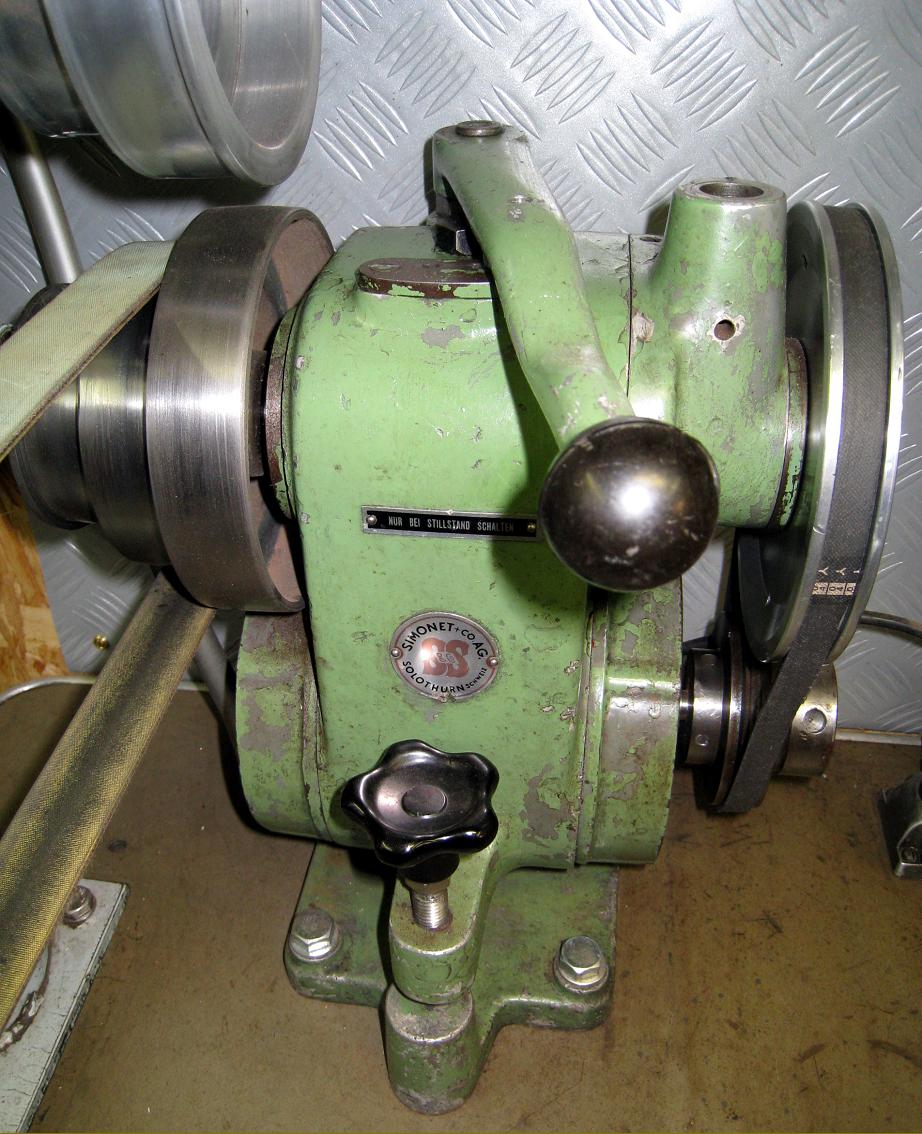
Overhead removed and inner belt guard in place |
|
Overhead Drive. |
|
|
|
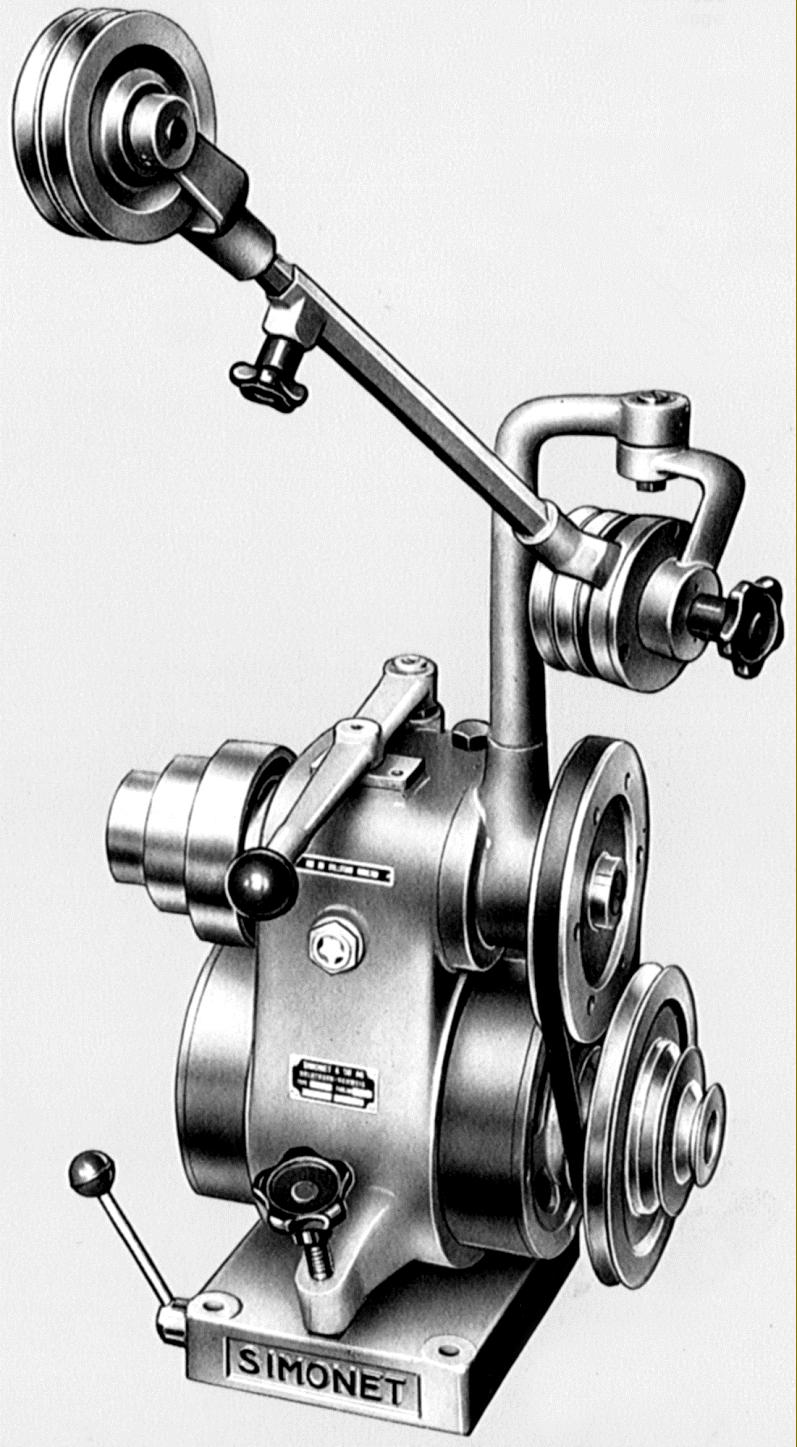
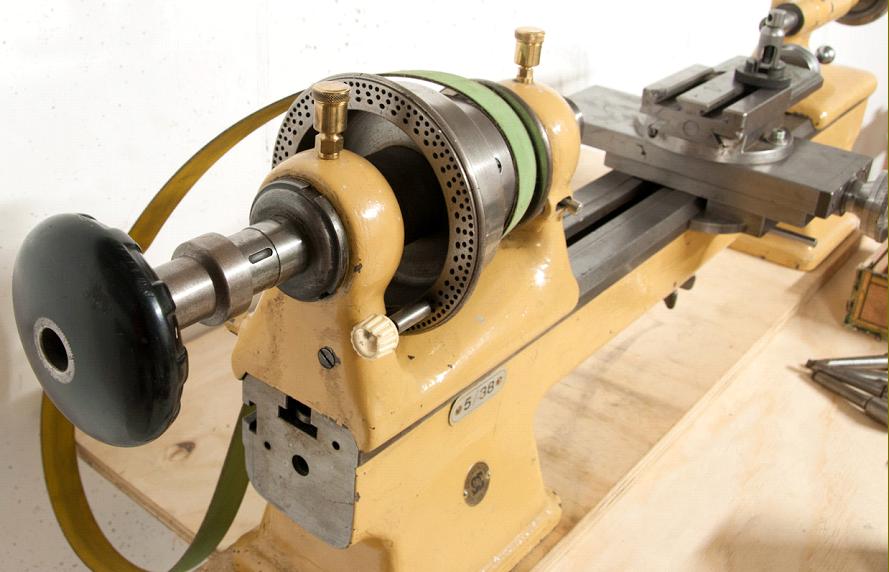
Backgeared headstock No. 518 with quick-release, lever-operated collet closer and changewheel drive - via a tumble reverse mechanism - to the screwcutting leadscrew. On top of the left-hand headstock bearing can be seen the eccentrically mounted plunger which engaged two (or three) rings of indexing holes formed in the end flange of the headstock pulley. |
||
|
|
||
|
|
|
Vertical Slide (No. 250) with Dividing Head (No. 251). |
|
(No. 249) and the Swivelling T-slotted Table (No. 252). |

|
|
||
|
|
|
|
||
|
|
||
|
|
||
|
|
||






|
|



|
|

|
for the Simonet DC-102, DD-102, DR-102 and DZ-450 lathes Home Machine Tool Archive Machine-tools Sale & Wanted |
||