|
Continued:
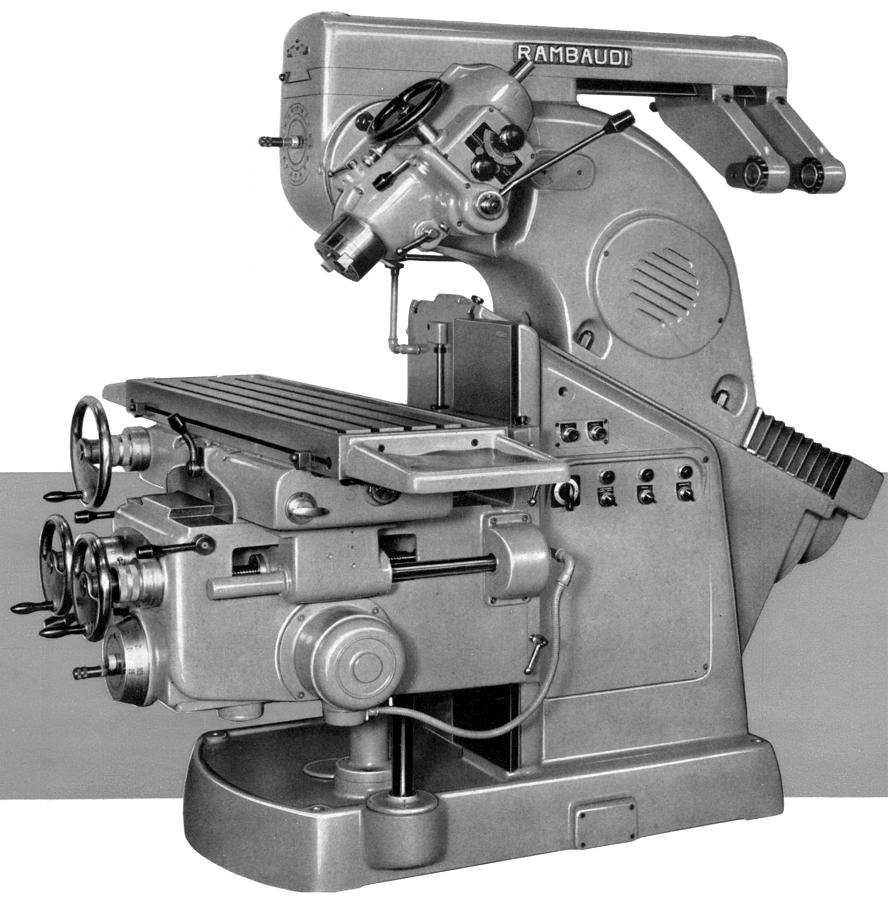
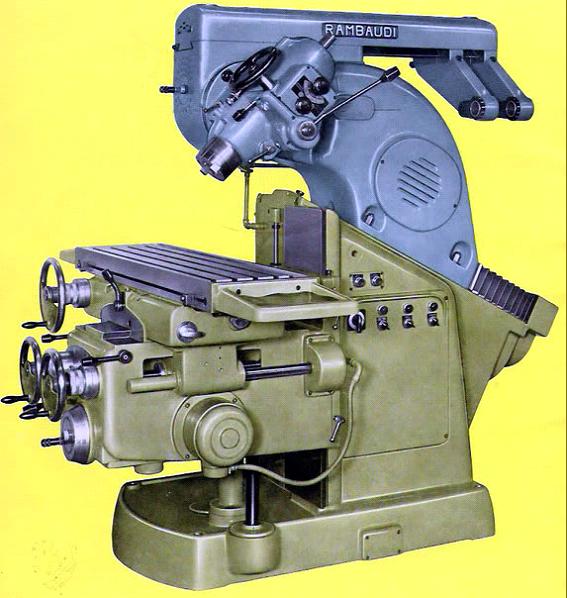
Fixed to the front right-hand face of the sliding element, the head could be swivelled through 150° and had, in addition to six rates of power feed from 0.002" to 0.012" per minute, both a lever-operated quick-action drilling quill and a handwheel giving a fine feed through worm and wheel gearing to a precision-ground helical rack on the hardened and ground quill assembly. A typical micrometer-dial/ruler depth-control stop was provided on the front of the housing, this being arranged to automatically release the power feed when working (either up or down) to an accuracy of within 0.001".
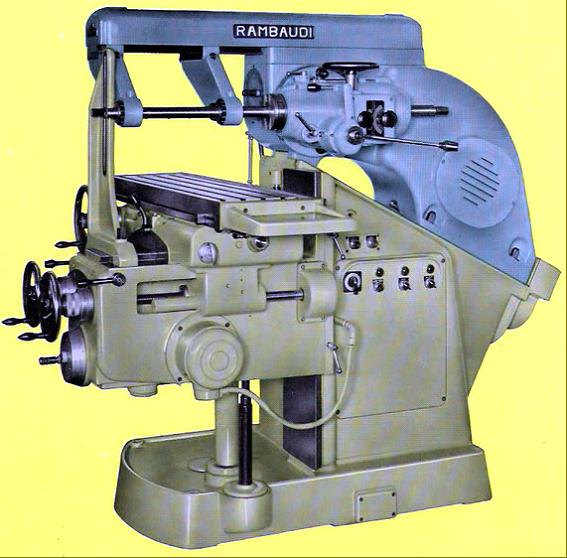
Quill travel was 6 inches and the spindle nose a massive 50 INT (or, as an option an ASME 2¾, allowing heavy cuts to be taken with impunity. However, for even heavier work and faster rates of metal removal, the head could be supplied without the quill feed, the miller then being called the type URF60 ("F" for fixed). Running in high-precision bearings and incorporating a flywheel assembly, the spindle was driven by gearing from 5 h.p. motor built into the sliding section of the column and had 18 speeds from 25 to 1500 r.p.m. Fitted as part of the standard equipment were both an overload safety clutch and a push-button operated electromagnetic brake that brought the spindle to a rapid halt - and kept it locked until released by the operator.
Sharing the same knee, saddle and table assembly as fitted to the FVR Vertical, FUR-2 Horizontal and FCR-3 Ram-head Horizontal and Vertical models, all table controls were front facing, the longitudinal feed being by a handwheel connected to the longitudinal feed-screw by bevel gears. Just one size of table was offered, a huge 59" x 13" with 47" of longitudinal travel, 12" across and 18" vertically; as an option a universal table could be provided able to be swung 45° each side of central. Feeds were driven by a separate 2 h.p. motor through a multi-disc clutch housed in a pressure lubricated gearbox held within the knee - the result being a useful 24 rates (split into high and low ranges marked in black and red respectively) from ¼" to 40" per minute along and across and the same number vertically from ¼" to 20" per minute. Rapids were fitted to all three axes with horizontal and cross feed at the rate of 120" per minute and vertically at 60". Selection of feed rates was by a combination of a dial and small lever on the front face of the knee with engagement by a second, longer lever - pressing it down from its central (neutral) position engaged the feed (and started the spindle) while lifting it up (against spring pressure) caused the rapid feed to engage.
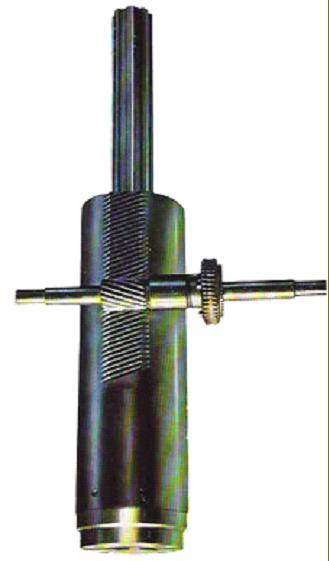
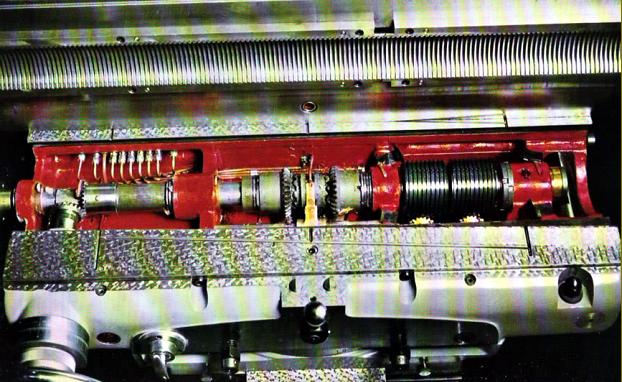
Table feed screws were hardened and ground with that for the longitudinal drive running in an oil bath and made in two short sections, left and right and spring loaded against each other. The screws, around 3" in diameter, engaged against a long, semi-circular nut (a helicoidal rack) fastened to the underside of the table - this ingenious and beautifully constructed arrangement (adjustable to eliminate backlash) giving a huge surface area to slow down the rate of wear. Of conventional design, the cross-feed screw ran through two opposed bronze nuts, this arrangement also being adjustable to eliminate play..
|
|