|
In 1923, two mechanic brothers, Felix and Louis Perrin, started a workshop at the "Corner of the Mill" in Moutier, Switzerland, naming their new enterprise after themselves and producing, first, cutting stamps for timepieces as well as being involved in the local watch-making industry by modifying and repairing watch-makers lathes and developing a rolling machine with pivoting clockwork gears. After some difficulties due to high unemployment in the area, they moved, in 1929, to Rue de la Gare in an old barn that was transformed into a mechanical workshop. Despite the harsh economic times some success was achieved with automatic coin sorters, a milking machine, a continuously-variable automobile transmission and the manufacture of jigs and spare parts for armaments - including templates and components for the Lebel rifles used by the French Army. In 1939, the company status changed from a limited partnership to a company: Perrin Frères SA. With the advent of WW2, the decision was taken to manufacture machine tools: first ordinary drill presses, some with compound tables (the model TX-25) then a universal milling machine, the PF1. However, it is reported that Deckel, in Munich, makers of the FP1, objected to the name and it was renamed the U1.
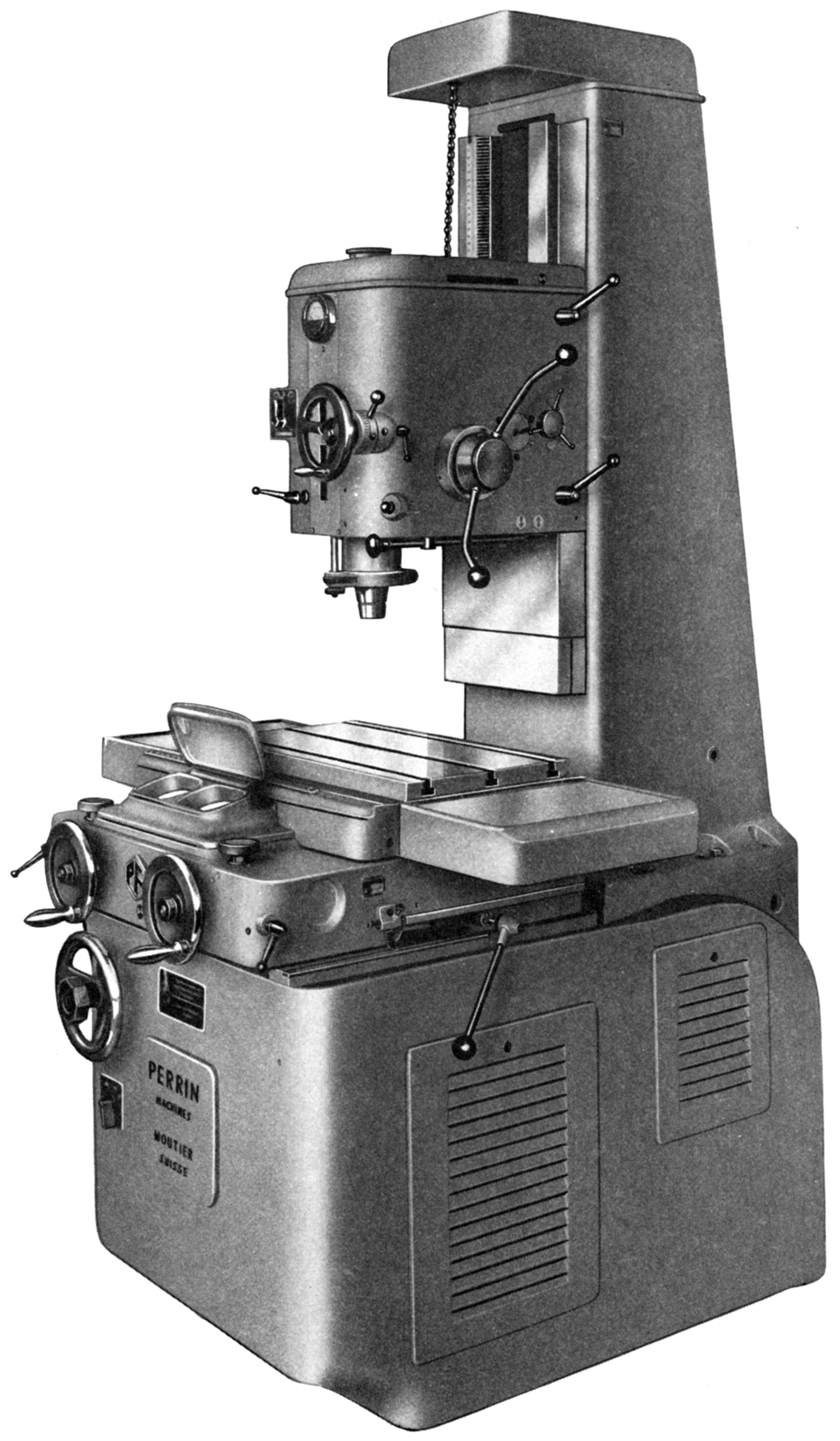
Built from the late 1950s into the late 1970s, the Perrin AV-2 was manufactured by Perrin Brothers Ltd. in the little French-speaking town of Moutier, an important centre of Swiss watch, clock and high-precision industry. Also present in Moutier, besides many smaller specialist machine-tool companies, were the works of the famous A.Petermann, A.Bechler and Tornos, makers of Schweizer Landdrehautomat - Swiss Auto lathes used, typically, for the mass production of small parts.
The AV Series was amongst a range of co-ordinate drilling and light milling machines made by Perrin, some being intended just for drilling with a round column made from a steel bar and a V-belt driven head resembling that fitted to a variety of pre-WW2 drill presses. However, the AV models were quite different - and much more heavily built, the mill-drill-cum-jig-borer AV-1 and AV-2 optical jig borer being of identical dimensions and the jig-boring AV-3, AV-4, AV-4A and AV-4A versions rather more massive.
Constructed along established lines for this type of single-column machine*, the Perrin AV-2 had, unlike the removable type fitted to the AV-1, a compound table fixed permanently to the top face of the heavy base with all vertical settings by a head elevating on ways formed on the inside face of the box-section main column. While the AV-1 was advertised as a general-purpose machine, intended for accurate co-ordinate drilling but also capable of some jib-boring work, the AV-2 version was built as an uncompromising jig borer and fitted with an optical positioning system on the table travels. Now obsolete, optical positioning systems were once in widespread use on high-precision machine tools, their quickness and ease of use - when compared to using dial indicators, slip gauges or length rods - being a great time saver. The optical projection scales read to 0.00005" and overall errors of positioning and repeatability did not exceeding 0.00015".
Of substantial proportions, the base of the AV-2 was cast as one piece and held the motor, its control gear and thermal overload switches. Drive from the 2 h.p. 3-phase, 420- volt, 1500 r.p.m. motor passed to a V-belt driven, mechanical expanding and contracting variable-speed drive combined with a 2-speed gearbox fitted with hardened and ground gear teeth and lubrication by splash. At extra cost a coolant tank and electric pump could be built into the base.
The main column was bolted to the base and machined with prismatic guides upon which ran a head, with its travel of 18.5" moved by both a handwheel, on the column's left-hand face, and an electric motor working through reduction gearing with control by push-buttons mounted the machine's front facia. Fixed limit stops were provided at each end of the head's travel together with two adjustable stops for intermediate settings. The lower adjustable trip was combined with a ruler and vernier, while for even more accurate work, a dial gauge reading in 0.0002" could be supplied for use in conjunction with slip gauges.
Drive from the gearbox passed to the spindle by three V-belts, these sliding up and down a rotating shaft within the main column in sympathy with the head's vertical movement. The standard speed range, as supplied for the UK market (on a 50 Hz electrical supply) was in 2-steps that spanned an infinitely variable (and very useful) range from 60 to 3200 r.p.m. Unfortunately, speed changes on early versions had to be made by a handwheel fitted inconveniently on the right hand face of the base - but at least the wheel was near the front and not the back, as on the AV-1. Later models all seem to have the speed-change wheel repositioned to a more convenient position on the left-hand side of the base's front face. On both early and late models the tachometer was mounted in the correct position, facing the operator at eye level on the front face of the head - on the AV-1 it had been out of sight on the column's right-hand face.
Sliding in a honed bore, the quill held a hardened and ground spindle running in a matched pair of high-precision taper-roller bearings and formed with an external "non-stick" 8° 32' taper and an internal No.2 Morse.
Quill travel - a maximum of 4.725" was available - was under the control of a 3-spoke capstan wheel for coarse settings, a micrometer-dial-equipped handwheel on the head's front face for fine settings and three rates of power up and down feed, these being set at 0.001", 0.002" and 0.004" per revolution as standard - but also available, on request, at 0.002", 0.004 and 0.008".
As mentioned, the table on the AV-2 was a fixed, non-removable unit, but otherwise identical to the larger of the standard ones offered for the AV-1 - the Type TX-40. The clamping area was 22" x 19.685" and three 0.472" wide T-slots on a spacing of 4.134" were provided. The longitudinal travel was 16.140", in traverse 11" and with a maximum distance between the spindle nose and table top of 18.5".
Table movement was controlled by a pair of forward-facing, full-circle handwheels supplemented by a pair of fine-feed knobs, these being positioned vertically alongside each handwheel. Feed screws were made from a high-grade. chromium-nickel steel with table positioning monitored by engraved rulers and huge micrometer dials engraved at intervals of 0.001" (one revolution giving a very slow-rate travel of 0.2"). For greater accuracy in positioning when jig boring or other critical work, the makers offered the usual dial indicators and provision to fit length rods and slip gauges. Interestingly, not only were the millers given the expected serial number, but the tables were too, in their own dedicated series.
As an option an electrically-driven table was available, this being fitted with "rapids" and
having no manual operation - save for the retention of the fine-feed knobs - and with control by bush buttons.
Space necessary to accommodate an AV-2 was around 44.25" front to back x 41.75 wide and x 71.5" high. The figures for the TX-40 ran to around 51" x 56.252 x 71.5".
Supplied with each new AV-1 was a complete electrical installation including low-voltage lighting; a superb Albrechts 3/4" capacity chuck on a No. 2 Morse arbor; a set of spanners; a grease gun, instruction manual and accuracy test report.
* examples of single-column jig borers include: Hauser, Linley, Downham, Vernon, SIP 1H, SIP 2P, S.A.D.A.M.E.L and the larger of the two BCA models..
|
|