|
Continued:
ML10 Headstock:
On early and late machines the headstock was different. The first model, with six speeds and a maximum of around 840 rpm, had a hardened spindle that ran directly in split bearings formed as part of the cast-iron headstock. Of far superior construction to the same system used on all pre-1947 ML1, ML2, ML3, ML4 and "4-inch" Myford lathes (where snapped headstock castings due to over-tightening are common), this combination of hardened steel running in cast iron (partially self-lubricating due to the free graphite found in the latter) is excellent from the wear point of view. The writer has yet to find any ML10 with the headstock bearings in poor condition, or the casting damaged by ham-fisted attempts at "adjustment". You may be quite confident that this design principle is correct - tens of thousands of American South Bend (and other makes) have been constructed in this way - and are still going strong. The bearings on the ML10 were split on one side only and provided with a clamping screw; the space between each split was filled with a thick shim to provide a firm surface onto which the top cap could be pulled down. If the headstock bearings appear to be in correct adjustment, it's important not to fiddle with them; simply ensure that they receive regular lubrication - and under no circumstances remove the shims. It is possible to vary the speed range of an ML10 by changing the size of the electric-motor pulley, but do bear in mind that the maximum recommended speed of a plain-bearing ML10 is 1280 rpm. Later machines, produced from January 18th, 1978, (from machine V137261) were fitted with grease-lubricated roller-bearing headstocks that, although provided by the factory with the same speed range as the earlier machine, can easily and safely be modified to run as fast as the later "Speed 10" version (see below for details).
ML10 Changewheels, Screwcutting and Metric Conversions:
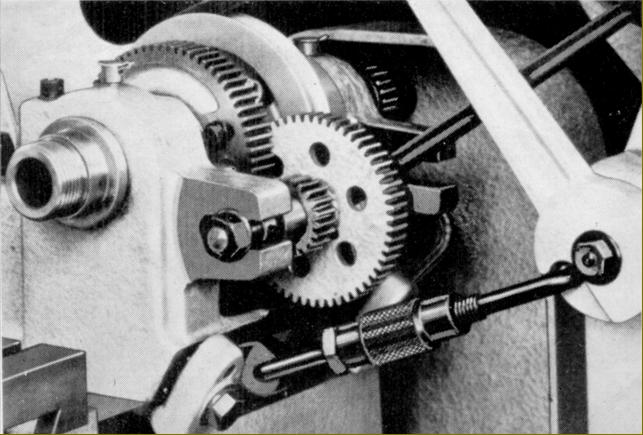
Available in both full metric and imperial versions each had compound-slide feed screws, micrometer dials and the leadscrew to the correct specification. To convert an imperial machine to give basic metric screwcutting required only two 21t changewheels, though to obtain a complete range of pitches it was also necessary to have the following gears: 27t, 33t, 36t, 39t, 42t, 48t, 50t and 80t. The standard set of changewheels supplied with the lathe comprised:: 20t, 25T, 30t, 32t, 35t, 40t, 45t, 50t, 60t, 65t and 70t. To convert the rest of the lathe to a metric specification (or the other way round) needed only the substitution of the correct cross and top-slide feed screws, nuts and micrometer dials. The lack of a tumble reverse meant that a reversing stud (mounted behind the spindle in a slotted bracket) was necessary to cut left-hand threads; the changewheels and their mounting studs, fastened to a simple, single-slot banjo, were identical to those on the ML7. The imperial leadscrew pitch was the same as the 7 Series lathes (eight threads per inch) and was available fitted with an optional and very useful dog-clutch that allowed the leadscrew drive to be instantly engaged and disengaged. On imperial machines from Serial No. V144354 the diameter of the threaded side of the leadscrew was increased from 5/16" BSF to 3/8" BSF with the same increase on metric versions from V144464.
ML10 Compound Slide, Apron and Saddle Assembly:
Although the cross slide was a little smaller than that on an ML7, the micrometer dial, hand-wheel and standard toolpost were identical. The cross-slide T-slots were spaced the same distance apart (which allowed a standard ML7/Super 7 vertical milling slides to be used) but the 4-way toolpost and rear toolpost were unique to the machine. The top slide fitting resembled that on the Super 7 with an inverted cone used to take the thrust from two opposing push bars that caused it to lock down onto the cross slide.
As the carriage handwheel was directly geared to the leadscrew - though a "counter" gear meshed with the leadscrew on its underside to provide support - advantage was taken of this to fit a dial on the wheel that acted as a thread-dial indicator. However, the drawback was that, lacking a train of reduction gears, the hand drive was too direct causing the carriage to travel rather a long way for a small rotation of the wheel. As compensation, fitted as standard to the tailstock end of the leadscrew was a small, un-graduated handle and this, used with the clasp nuts engaged, provided a much smoother and steadier saddle movement. From machine number V167714M, on the 27th of March 1993, the previously optional-extra 'long cross slide' was fitted as standard.
Tailstock
Like the ML7 the ML10 had a tailstock with a 1-inch diameter barrel, threaded 8 t.p.i. and with a No. 2 Morse taper - so allowing heavy-duty drilling. The barrel was bored clear and passed through the handwheel - an arrangement that did have some advantages, notably if used for long-hole boring when woodturning. Arranged so that it sat underneath the barrel - and so passed though the greatest mass of material - the tailstock spindle lock was of the proper (and powerful) split-barrel type arranged vertically instead of horizontally (as on the ML7). Unlike the unit on both the 7-Series lathes the tailstock on the ML10 could not be set over for the turning of slight tapers and was equipped with loose gib strip at the back. Unfortunately, when the tailstock is slid off the bed the strip can drop out - and has known to be lost when moving a machine about. To make a new one is easy enough: find or file up a strip of mild steel 75 mm long, 12.5 mm wide and 3 mm thick (2.9" x 0.44" x 0.125". Once made, put in place, screw in the gib-strip screws to mark the dimple locations and drill countersinks about 5 mm in diameter and 1.5 mm deep into which the screws can register.
Speed 10:
On the 4th of May 1979 a modified "two-speed" countershaft unit was introduced that carried an eccentrically-mounted top shaft with a double-step V-belt pulley drive from the motor; this arrangement doubled the number of speeds to twelve (of which ten were officially sanctioned as safe to use) with a range from 48 to 2000 r.p.m. on a 50 Hz supply but 20% faster on a 60 Hz. This new model, the "Speed 10", was identified by the prefix "VS" and the first down the production line carried the Serial Number VS143202M. Just one month later, on the 6th of June, the first Long-bed Speed 10 was manufactured (numbered VSL144264); with its 18-inch capacity between centres this model was introduced in an attempt to bridge the gap between the ML7 and ML10.
Euro-Ten:
A very late-model, probably from the early 1990s, was the "Euro-Ten", this being mounted on a cabinet stand with a full-length splash back and enclosing, tapering side sections and a large, gas-strut-supported hinged cover that, when lowered, left just the chuck exposed. Full safety switchgear was fitted, including foot-operated kill button. Although photographic negatives survive in the maker's archive, no publicity or production figure appear to have survived, but from its appearance it would have been a relatively expensive machine. The last incarnation of the ML10/Speed 10 was the "Diamond 10". Introduced on November 27th, 1993 and only sold directly from the factory (the first time that Myford had ever used this marketing technique) the lathe was to the same superior specification as the Speed 10 - with both that and the standard model being discontinued. The lathe's name was a celebration of the diamond jubilee of the Company, founded in 1933 as Myford Engineering Ltd.
A useful little machine in all its forms, the ML10 was perfectly capable of tacking most jobs that the model or development engineer would wish to attempt, the only drawbacks being the simplicity of its construction - and basic controls. A friend, a full-time experimental and development engineer, bought (in his impecunious days) a plain-bearing example and held on to it for twenty-two years, finding it indispensable for all his small turning jobs. Fitted with a 3-inch precision chuck and driven from a variable-speed DC motor salvaged from a scrapped disc drive unit from an early and very large computer,, he often ran it up to 40000 r.p.m. (for short periods only) without any harmful effects - though he had taken the wise precaution of fitting drip-feed oilers to the bearings and running them with a high-per-minute drip rate. A comparatively rare machine on the used market, the ML10 sold in fewer numbers than the larger models - although, to be fair, the latter did have a twenty-two-year start.
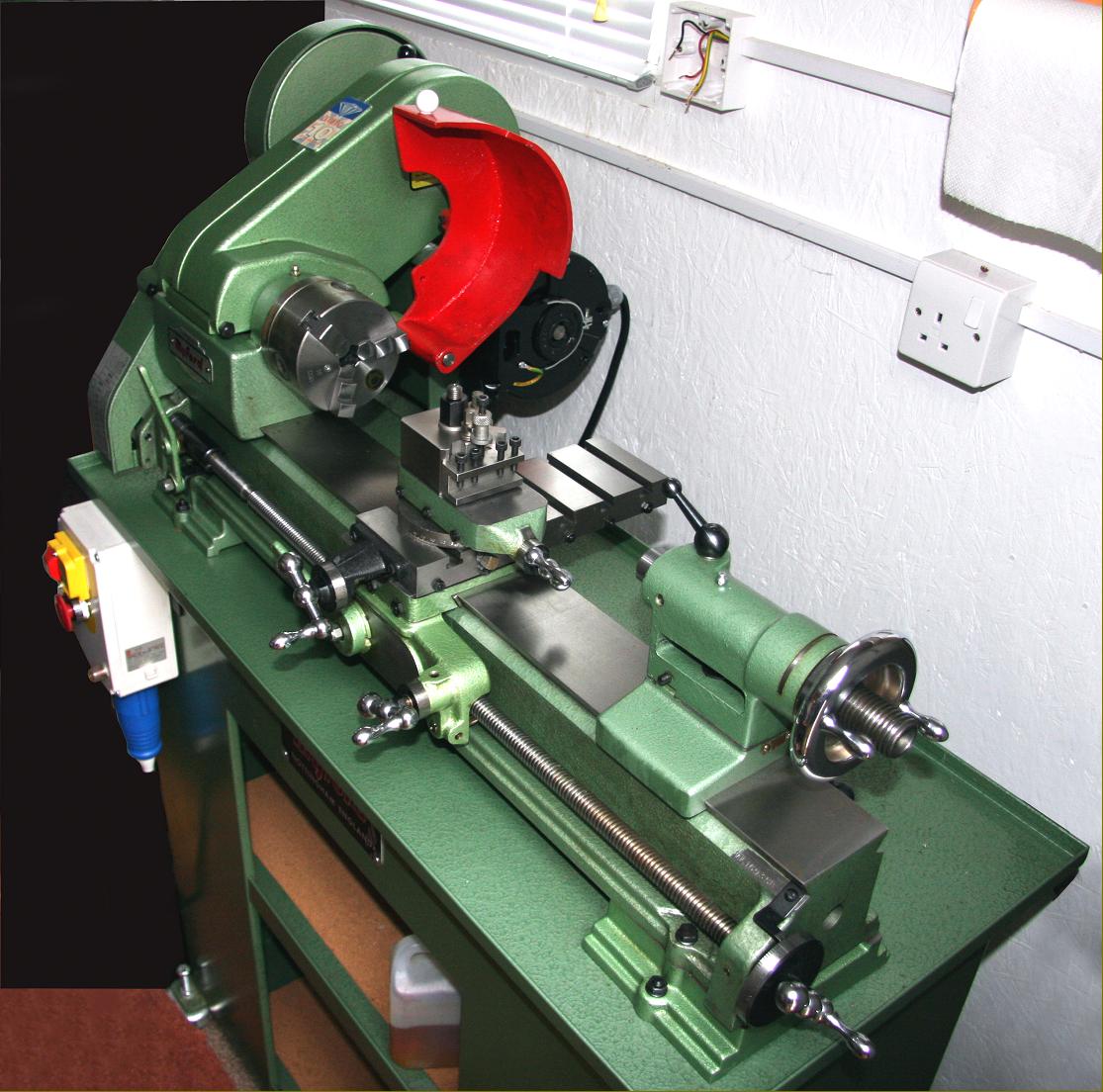
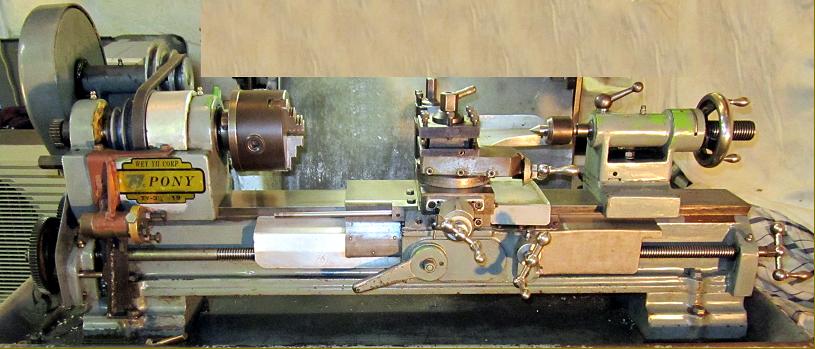
Like other Myfords the ML10 was cloned - one version (illustrated below) being sold in the UK by the long-established importer of Far Eastern machine tools, Warco, and another, perhaps only sold in Australia and New Zealand, badged "Pony". Historic ML10 pictures here
Used Myford lathes of all types can often be found for sale on this page:
Copyright: Tony Griffiths..
|
|