|
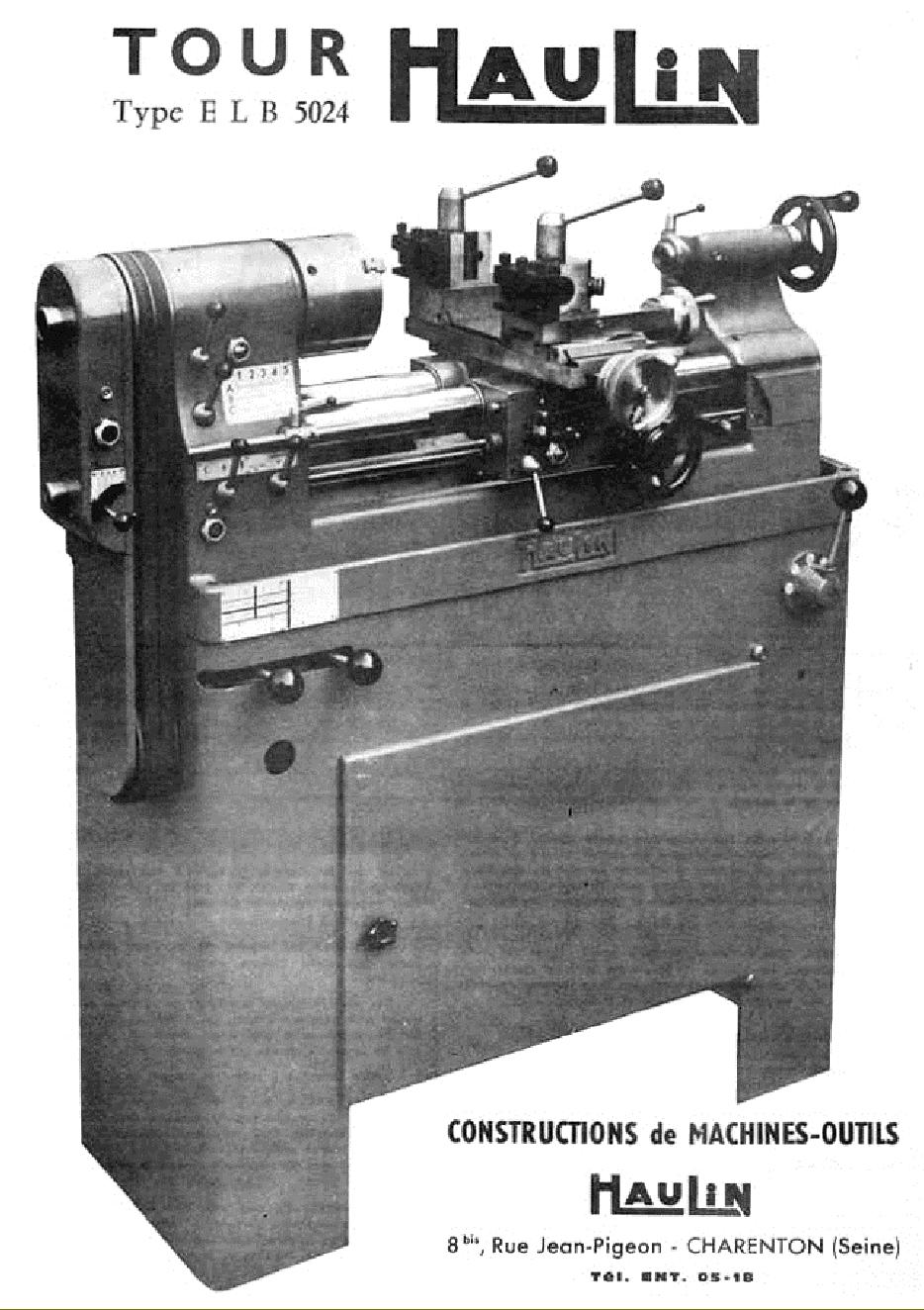
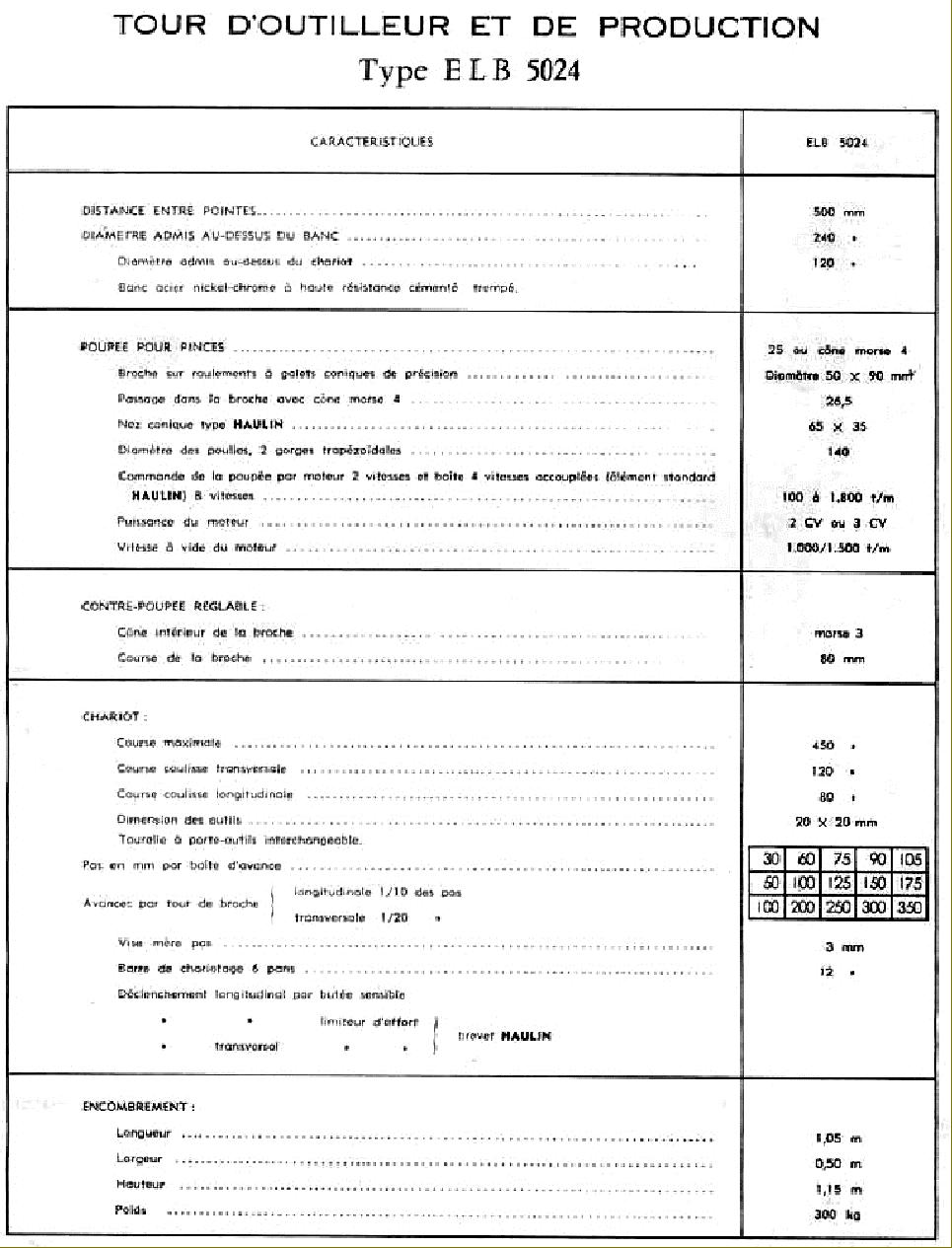
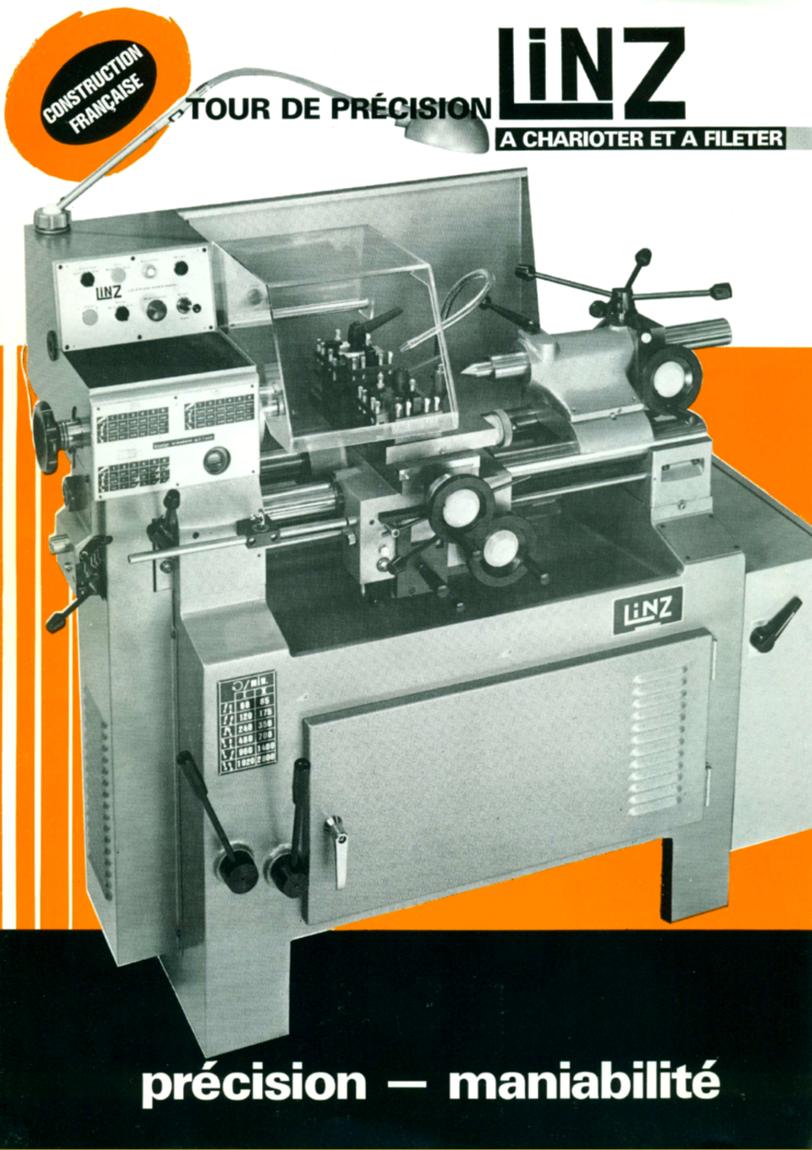
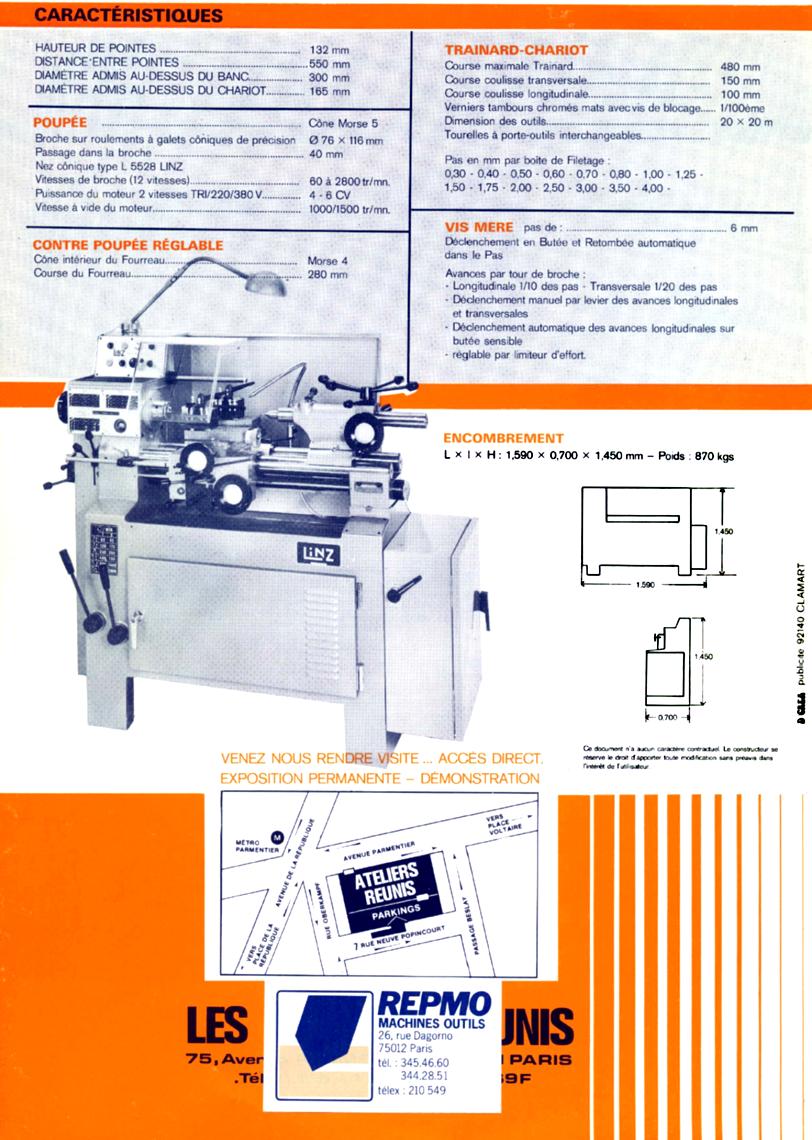
Lathes by the French Ermo Company (of 8bis, Rue Jean-Pigeon, Charenton, Seine) are seldom encountered, especially in their smaller varieties, and the examples on this page are only the second and third such "Haulin" seen by the writer outside its country of origin. Although of simple twin-bar construction, like many other such machines (including models by Scintilla and Leinweber) this was a very high-quality product with appropriate attention to both mechanical detail and cosmetic finish. At least four versions were built, all easy distinguished one from the other: the earliest model, Type ELB 5024, was probably current until the very early 1960s and had its two speed-control levers protruding horizontally through the face of the stand at the headstock end - and distinctly rounded major castings. The next, Type ELP 5024, had a rectangular box structure on the left-hand end of the headstock and two vertically disposed speed-control levers protruding through the front face of a cabinet stand together with a sloping surface in front of both headstock and tailstock. The final somewhat modified version was badged as a "Linz" and marketed by Ateliers Reunis (from premises at 75 Avenue Parmentier, 75011, Paris, and then by Repmo Machines Outils based at 26 Rue Dagorno 75012, Paris. The Linz versions were sold as two models, the final type being the L-5528 with the designation of the first unknown. Both were slightly larger machines, fitted with more powerful 2-speed motors and with a greater capacity: a 150 mm centre height and admitting 550 mm between centres. The spindle was larger, with a No. 5 Morse socket and a suitable heavier No. 4 Morse tailstock fitted (full specifications can be found below).
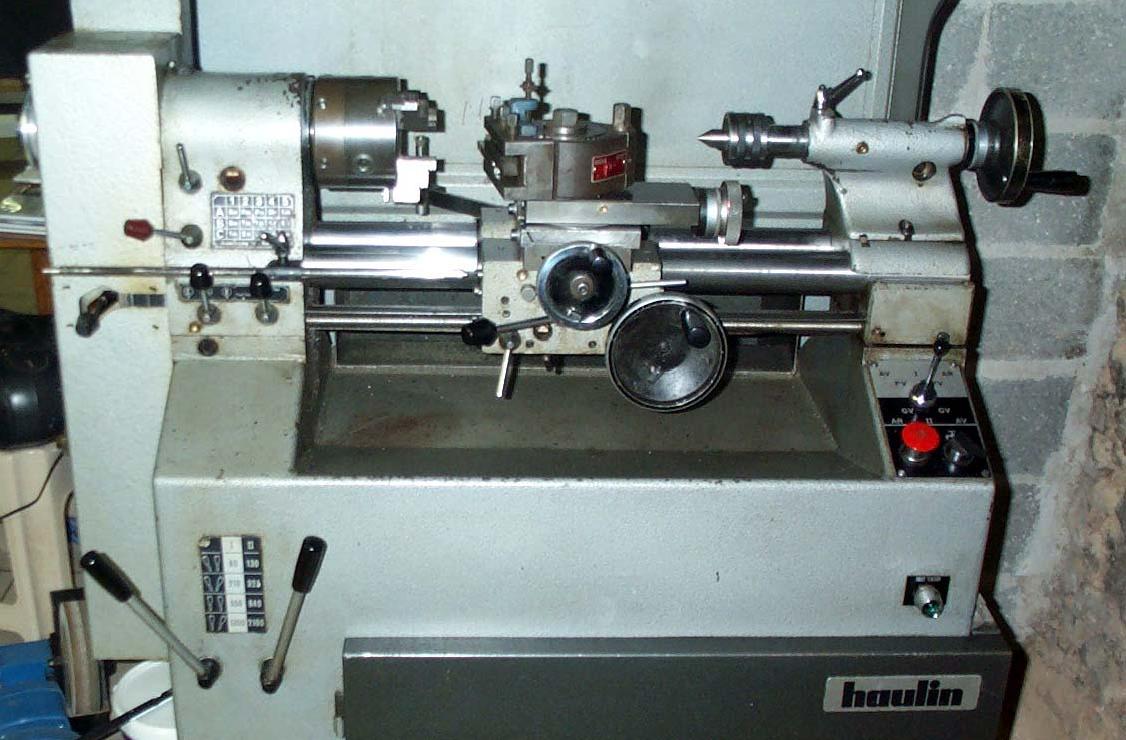
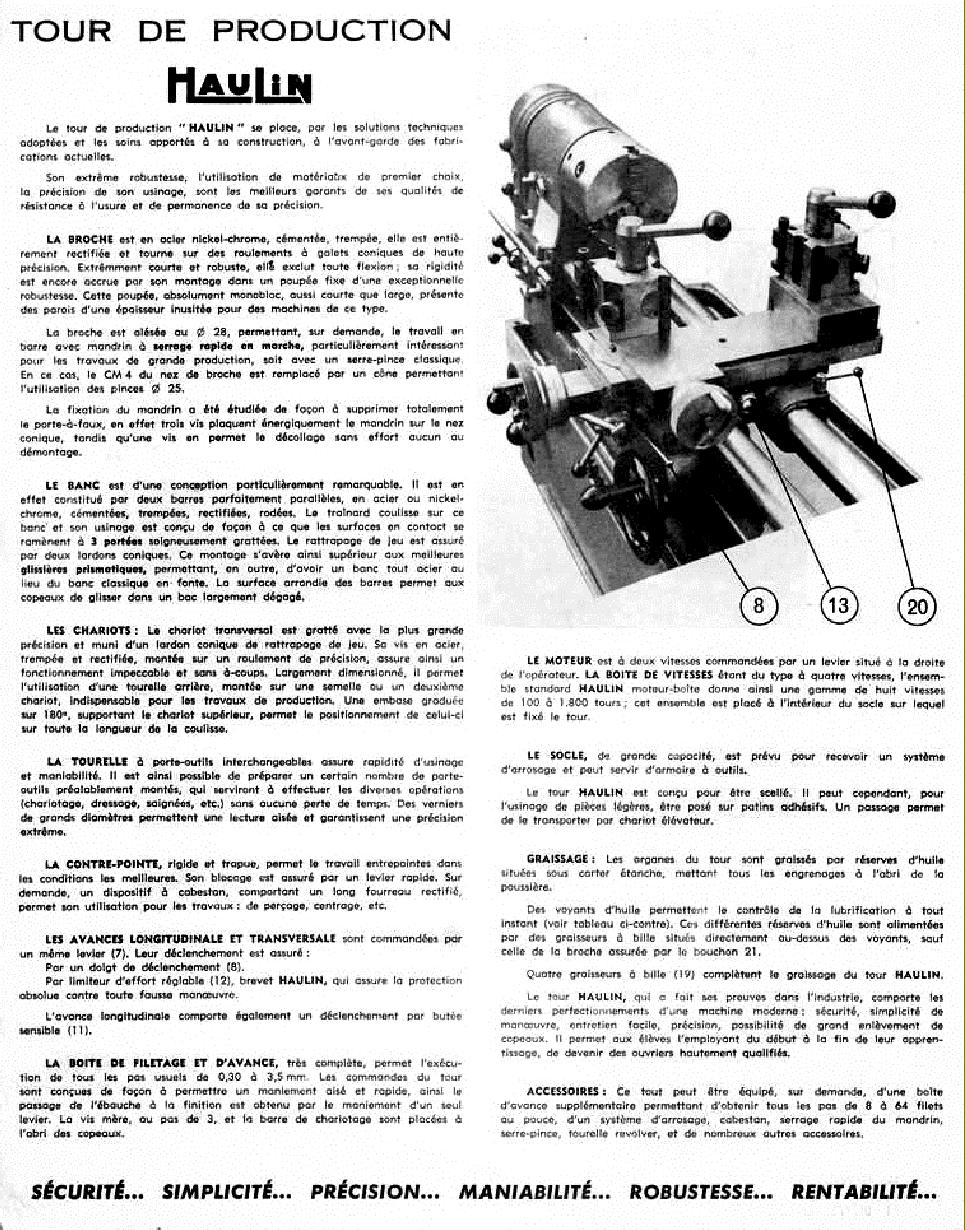
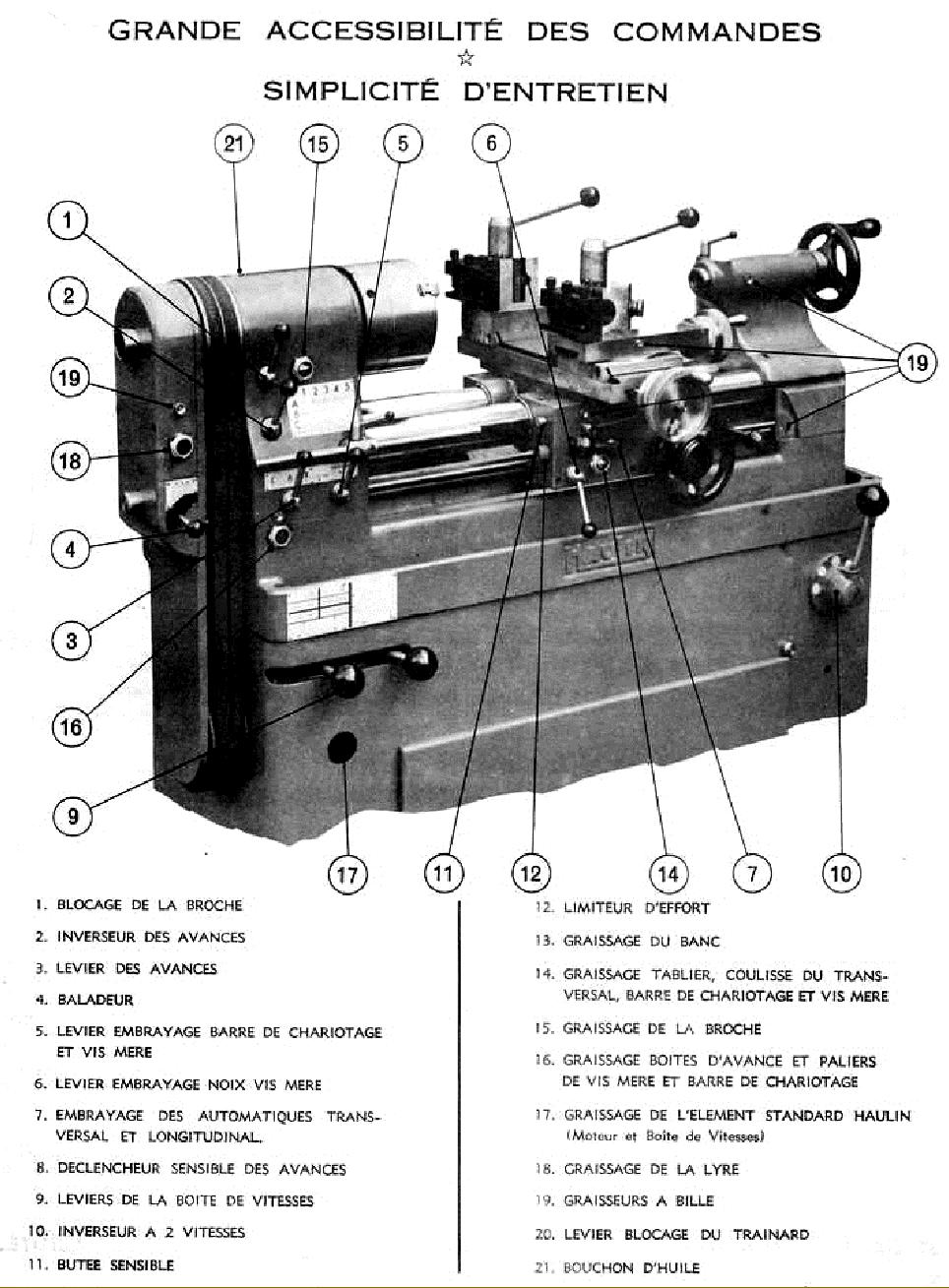
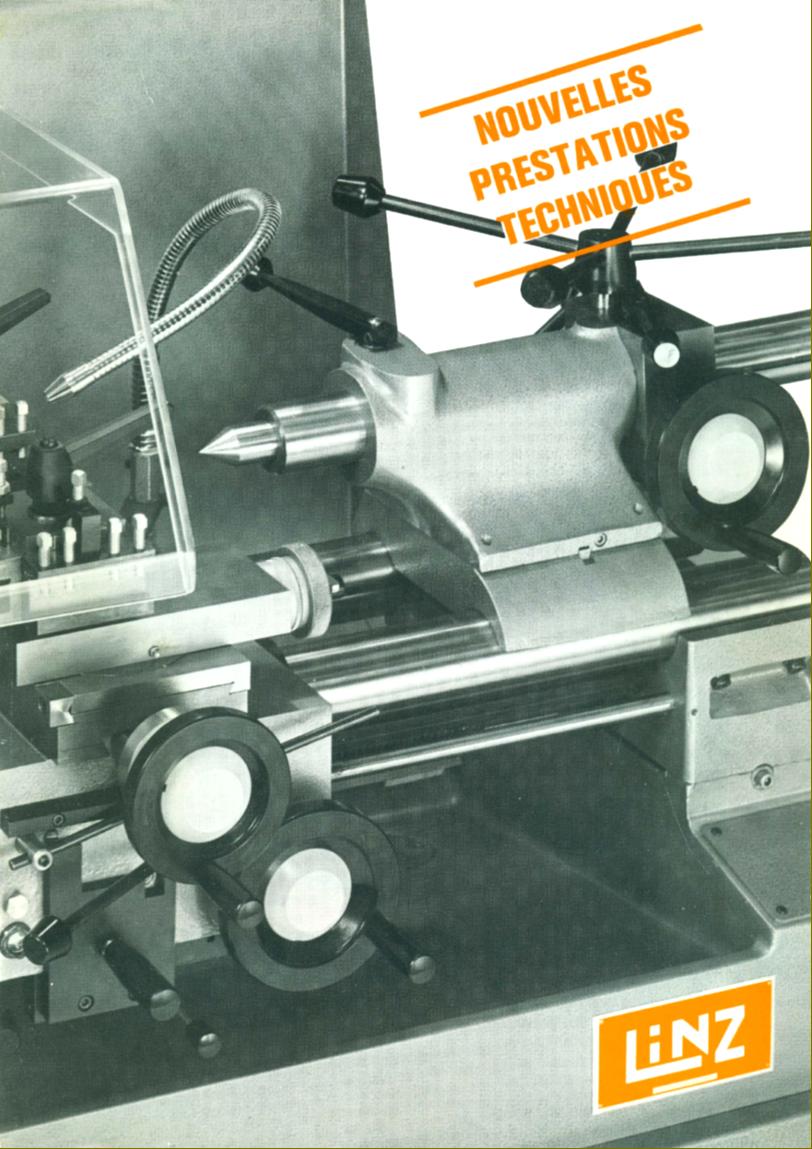
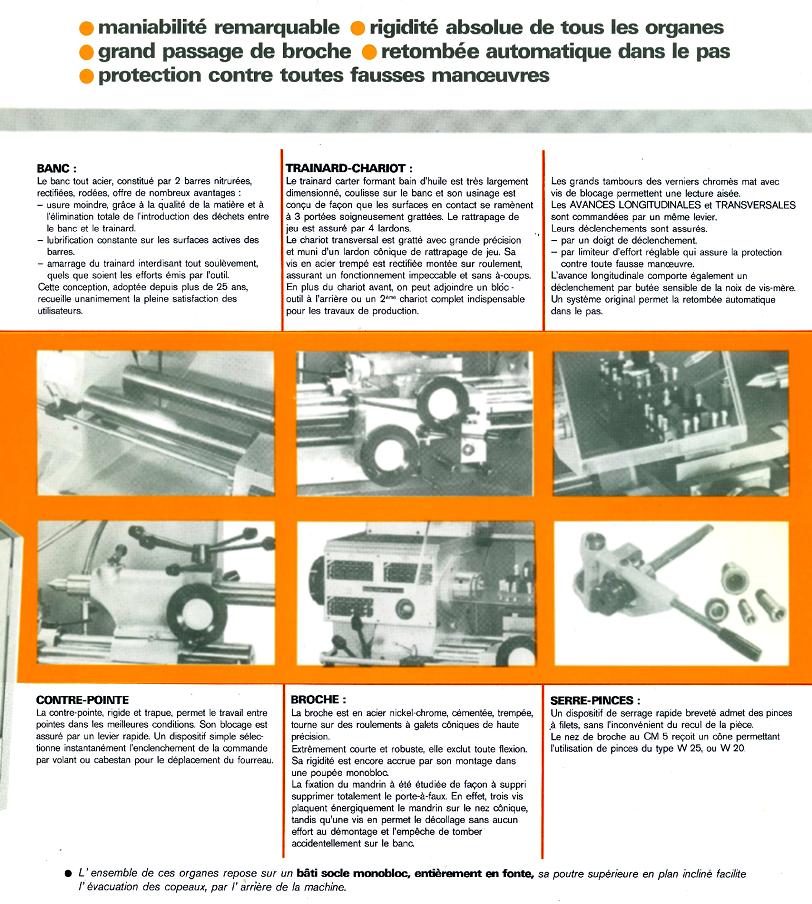
Thought to have been built from the 1950s until the late 1970s the Haulin has an excellent reputation in France as an easy-to-use machine with a wide accessory range. The original model had a reasonable 120 mm (4.7-inch) centre height - but a rather limited 400 mm (15.7-inches) between centres. It was not only of unusual design but also especially clean lines with fine detailing (all three typical of features found on so many high-class French machine tools) and mounted on a neat, all-welded sheet-steel underdrive stand with a built-in chip tray. To prevent vibration reaching the Timken taper-roller bearing supported spindle the 4-speed gearbox was held in the base of the stand and, driven by a 1.75 kW 2-speed reversing electric motor, gave speeds of: 80, 130, 210, 325, 550, 840, 1350 and 2100 rpm. Although the speed range was generous, and the high top speed useful, compressing it into just 8 choices meant 80 rpm was too fast for screwcutting by a beginner and the three highest speeds were left with large (though geometric) gaps between them. Control of the boîte de vitesse was by two conveniently positioned levers on the face of the stand but the electrical controls were, inexplicably, operated by a joy-stick and emergency stop button - both mounted to the right of the operator and hence not immediately accessible from a normal working position. The spindle nose fitting was unusual, the nickel-chrome shaft being formed with a No. 4 Morse socket and an external taper on its end, chucks and faceplates being drawn onto this by taper-nosed pins inserted radially. However, it may be that a standard threaded nose was also available - the drawings of the tapered nose being marked "optional".
A screwcutting and feeds gearbox was provided with a 5-position tumbler selector working in conjunction with a 3-position lever that gave a limited range of 15 pitches from 0.3 to 3.5 mm. The box was arranged to work through Norton-type reduction gearing to give power sliding and surfacing rates of, respectively, 1/10th and 1/20th the screwcutting feed rates. A lever on the headstock face operated an enclosed tumble mechanism to reverse the direction of the leadscrew. A useful automatic disengage for the longitudinal feed was incorporated in the carriage assembly and tripped by an enormously-long rod held within a screw-clamp bolted to the front face the headstock. Power cross feed was also fitted--though the exact manner of its drive is not certain.
Both slide rests were wide and fitted with large, clearly engraved zeroing micrometer dials finished in a non-glare, satin-chrome plating and locked by neat through-screws that eliminated defection of the thimbles as they were tightened; the cross slide was graduated at intervals of 0.02 mm and the top slide 0.01mm. Although the top-slide handwheel was not fitted with a handle it was given a wide, knurled edge to aid grip by oily fingers.
Heavily built the set-over No. 3 Morse tailstock had a handwheel of a good size fitted, very handily, with a zeroing micrometer dial engraved at intervals of 0.05 mm. Instead of a screw-feed barrel, a capstan-handle-driven lever-feed arrangement was also available - as was an unusual but neat rotating multi-stop that clamped onto the barrel.
If you have a Haulin machine tool of any kind, or maker's literature, the writer would be interested to hear from you.
S'il vous plaît contacter l'auteur si vous avez un tour Haulin
|
|