|
Continued:
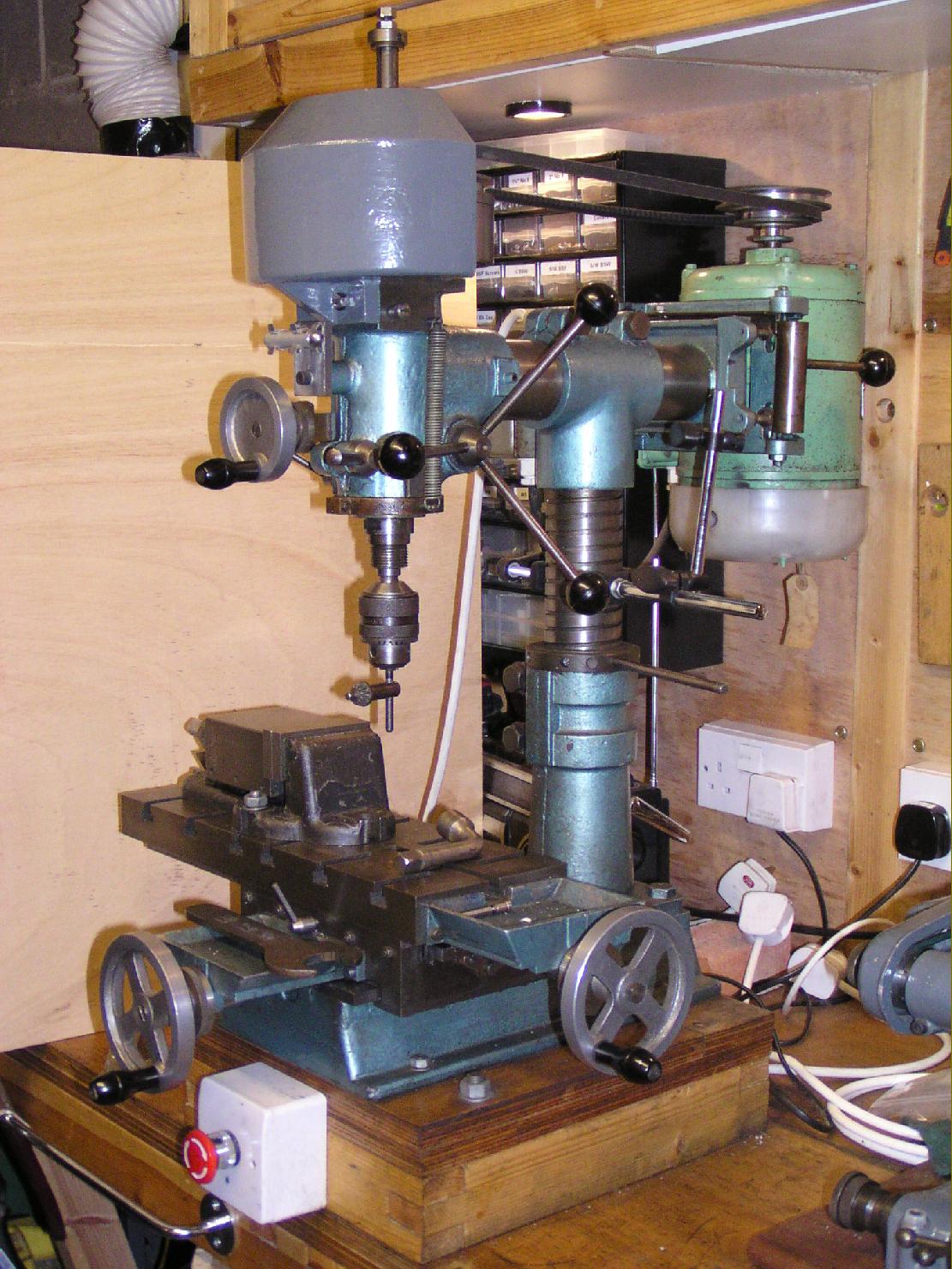
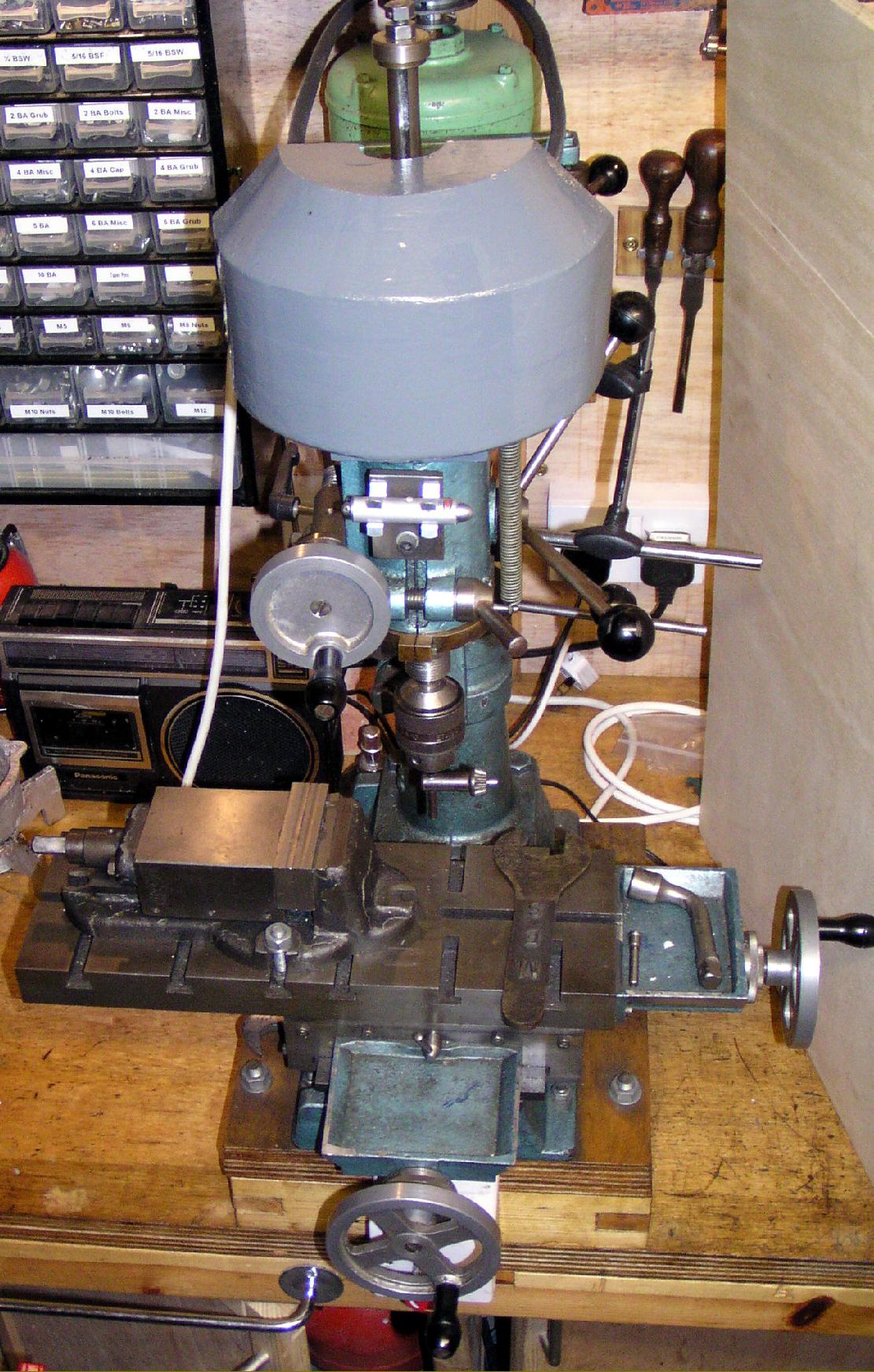
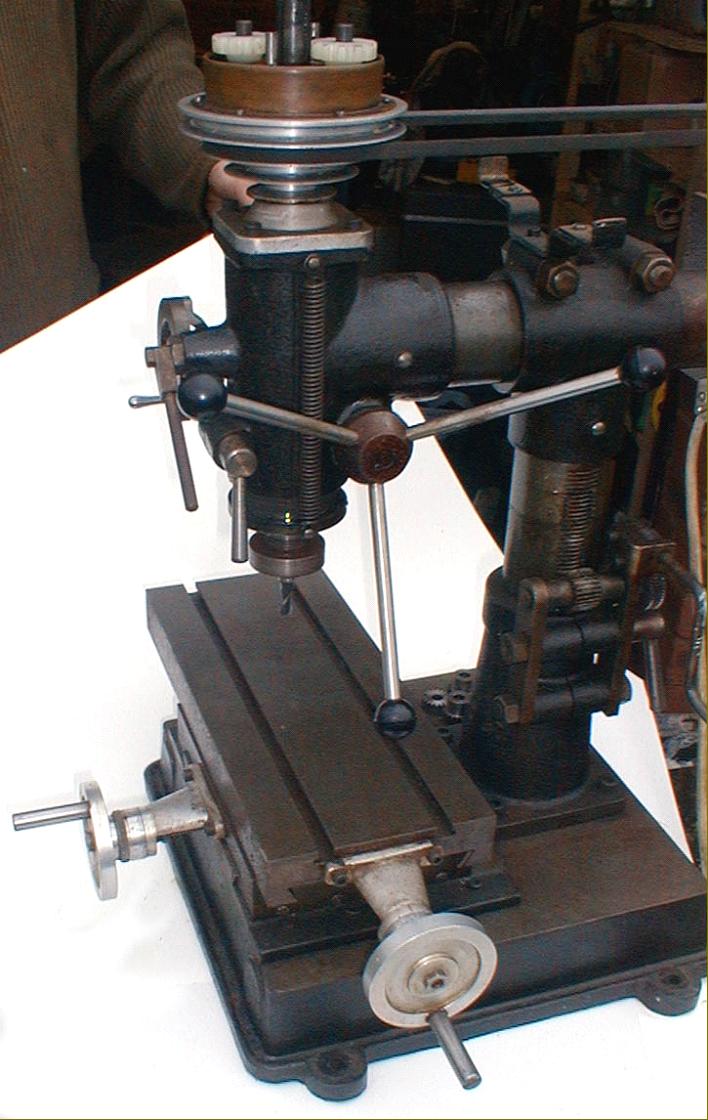
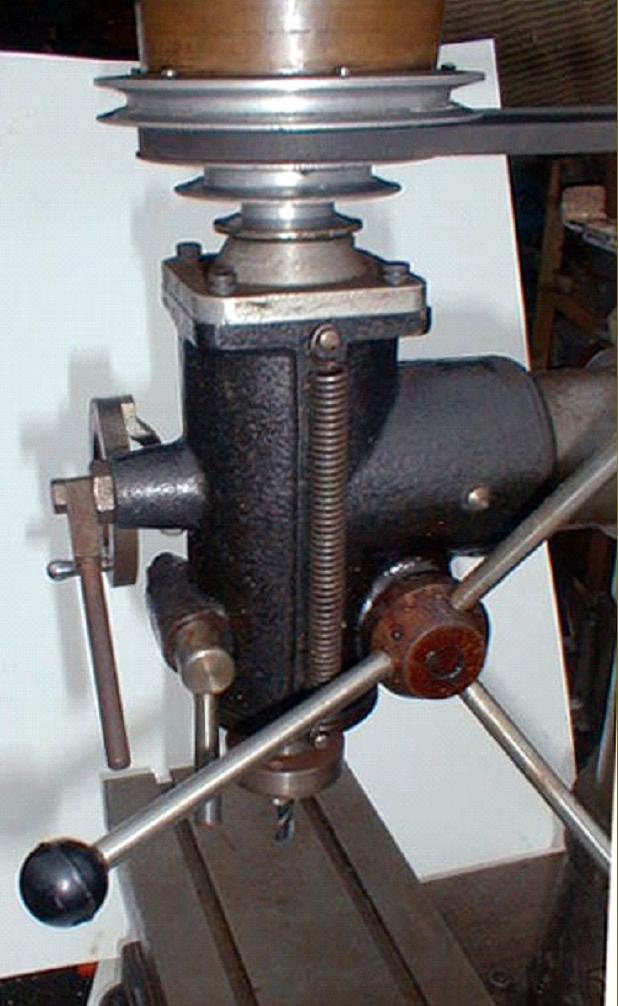
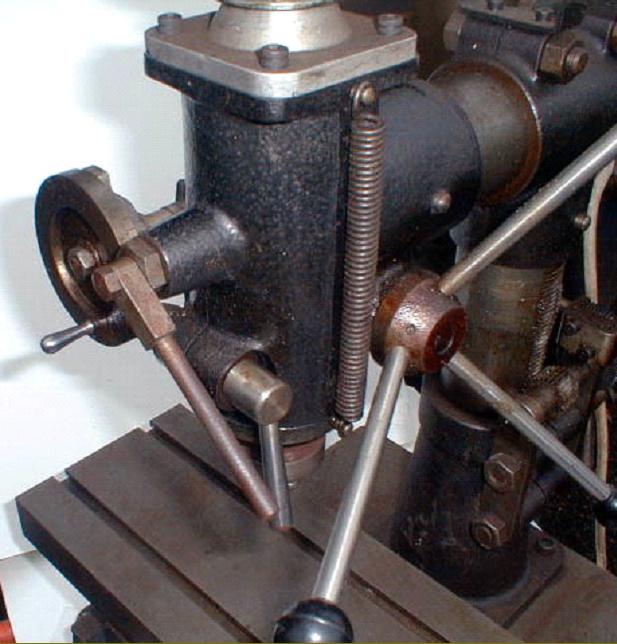
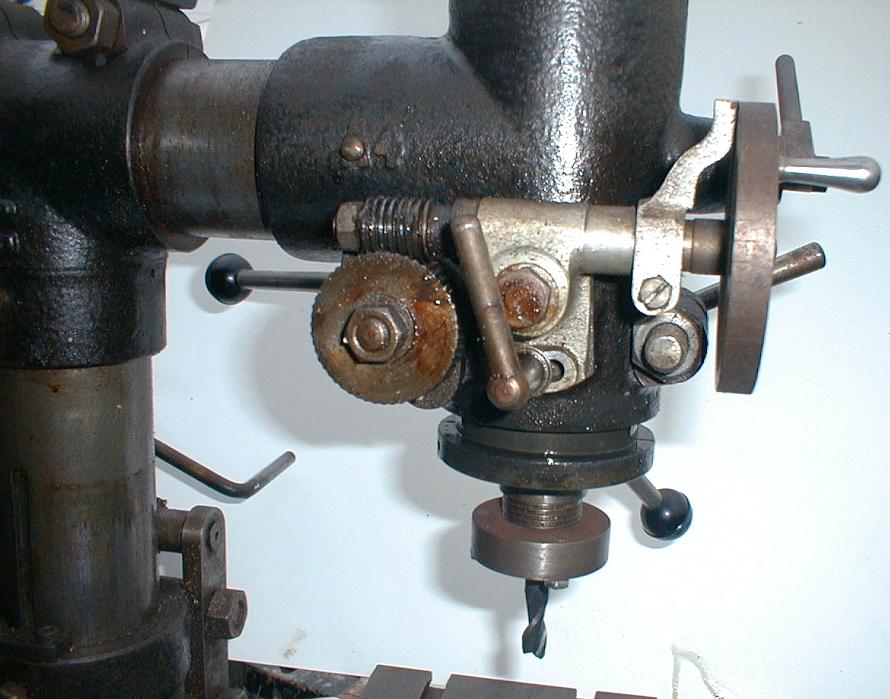
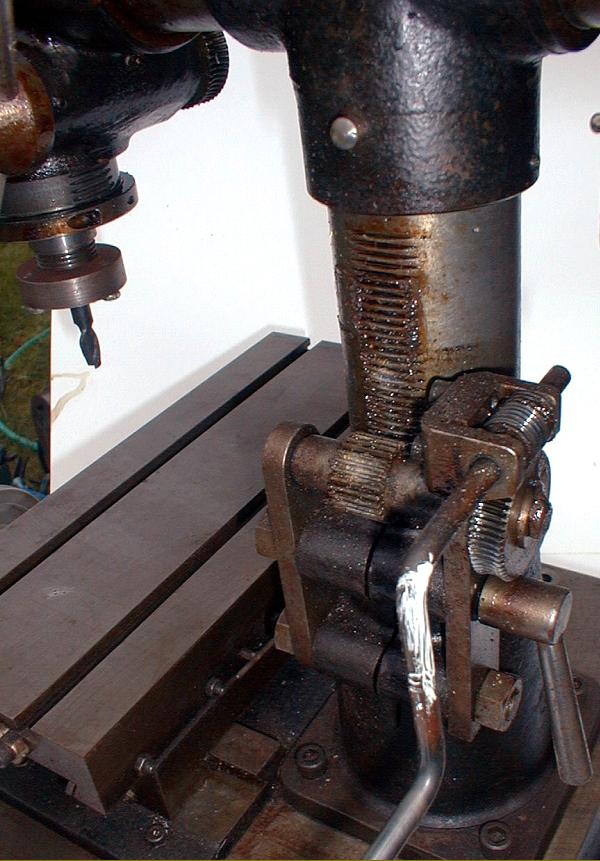
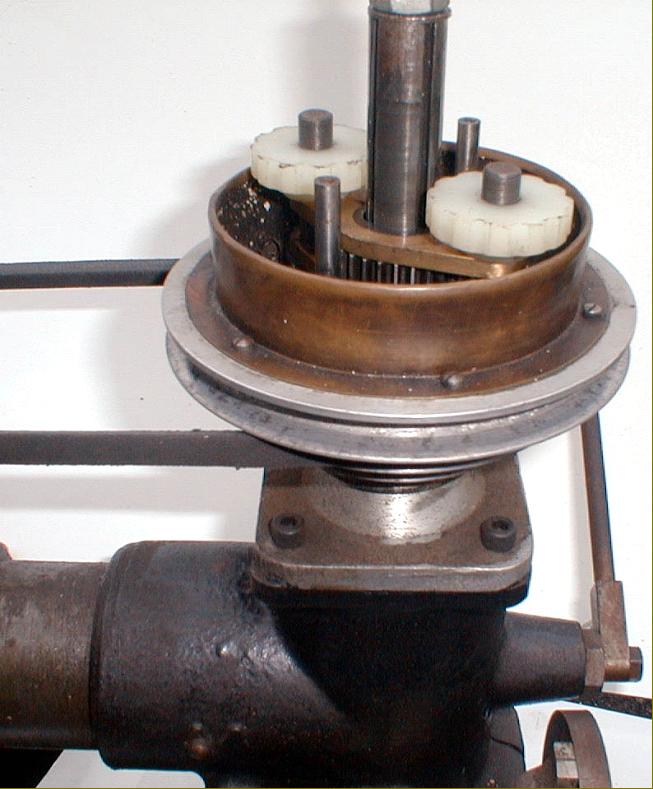
While the Dore Westbury is not a rigid machine it is extremely versatile - a consideration that trumps, for the amateur, the ability to remove large amounts of material in one pass. While a Deckel Universal-type FP1, FP2 a Bridgeport Series 1, Centec 2A/B or Schaublin 13, etc, are just as versatile and capable of much heavier work, they are large, heavy and difficult-to move machines - and might break through the floor of your garden shed workshop. If a job cannot be accommodated, a machine is useless - and the writer would be pushed to think of a model engineering job, or one involving the restoration of an old car or motorcycle, that a Dore Westbury could not tackle. Need to fit in a tall job? No problem, the whole head can be elevated by a screwed ring to give an enormous clearance beneath the cutter. The head can also be pushed in and out, rotated about its vertical axis and tilted sideways. Both a rack-and-pinion-driven rapid drill-feed and a worm-gear-driven fine-feed are fitted to the quill and the spindle was provided with a 2 Morse taper internally together with a ubiquitous Myford 7 Series (1.125" x 12 t.p.i.) spindle thread externally. When combined, a tilting head and quill feed along the same axis is a tremendous feature allowing all sorts of tasks to be undertaken; a head that tilts but has no quill feed is really a waste of time--and an enormous frustration. As an option, it's believed that either a No. 3 Morse or R8 (Bridgeport-type) taper could be provided - though on the thirty or so examples known to the writer over the years not one was so equipped. On Mk. 1 machines the quill travel was 21/8" but on the Mk 2 increased to a much more useful 41/2". The column was milled with a coarse-pitch thread and, running through a large circular fixed "nut" provided with Tommy-bar holes, could be lifted and lowered by passing up and down through the base casting. Of course, to accommodate the full range of movement a large hole had to be bored in the workbench - and use of the first drawer lost as the column descended into it. Besides the standard length, a column 12" taller was available as an option - though even the standard machine could accommodate massive jobs on the table when the head was elevated to its highest position. A table power-feed unit, supplied as a complete kit for home-construction, became available at around the time of the Mk. 2's introduction but is, sadly, seldom found.
As one would expect, the quality of finished machines varied enormously and, while many were paragons of engineering virtue and worked superbly, some were rather less well built and consequently less certain and accurate in operation.
Although the Dore Westbury could not take heavy cuts, its wonderful versatility and adaptability more than compensated and so offered the impecunious model engineer (and they all tend to be a bit tight with money) the chance to undertake machining operations that would otherwise have meant buying several other machine tools - and that was the key to its great success. A tip: to aid rigidity, when using the machine casually, keep the head as far in as possible and raised to the minimum height needed for clearance
Production petered out in the late 1990s - it was surprising that it lasted so long as the import of inexpensive, ready-to-run Taiwanese and Korean mill-drills such as the Nareok, Alpine, Sealey and NuTools, etc., had begun in the early 1970s. Although of relatively crude construction and dubious quality, these machines are surprisingly effective - though they all lack the enormous versatility of the Dore-Westbury..
|
|