|
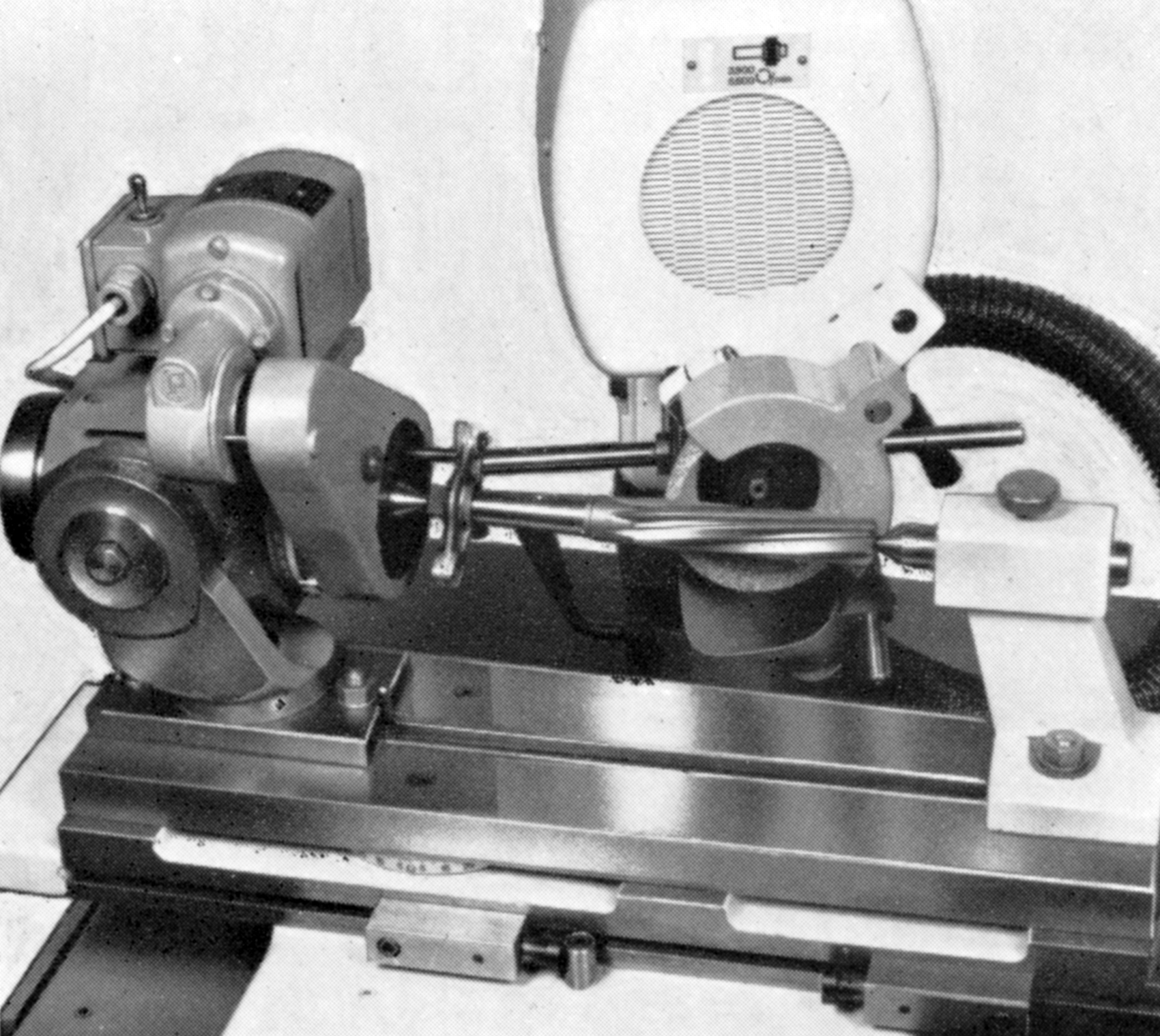
Developed from an earlier model - though built to a design first used successfully in the early years of the 20th century - the hand-operated Boxford G200 "Universal" tool and cutter grinder employed a rear-mounted, rise-and-fall, swivelling head to carry the grinding wheel. As such, like similar models from, for example, Elite, Bauerle and vintage Jones & Shipman, it enjoyed the ability to perform not only as a particularly effective machine when engaged on cutter grinder work but also to act as both a surface and (with a motorised attachment on the table) a cylindrical grinder as well. While not in the same capacity class as, for example, the well-proven and popular Cincinnati No. 2, its intended use was for smaller work - and as a compliment to larger machines.
Of a clean, modern appearance, the G200 was available as both a bench and cabinet-mounted model - though the latter appears to have been the more common with a stand that had a locking, 2-shelf cupboard. Manufactured from the 1970s until the late 1980s (the base price in 1977 being £1195) in 1988 when obviously desperate to get rid of excess stock, one dealer was advertising: "….due to an aborted export contract we are offering a 40% discount on the ex-works price…"
Able to swing a diameter of 200 mm over its 500 x 120 mm table, the G200 had two spindle speeds of 3,500 and 5,500 r.p.m. with power coming from a totally enclosed, fan-cooled 0.56 kW 3-phase motor driving through a smooth-running flat belt that ran over 2-step pulleys. Motor control was by a push-button reversing contactor with the usual overload and no-volt safety features.
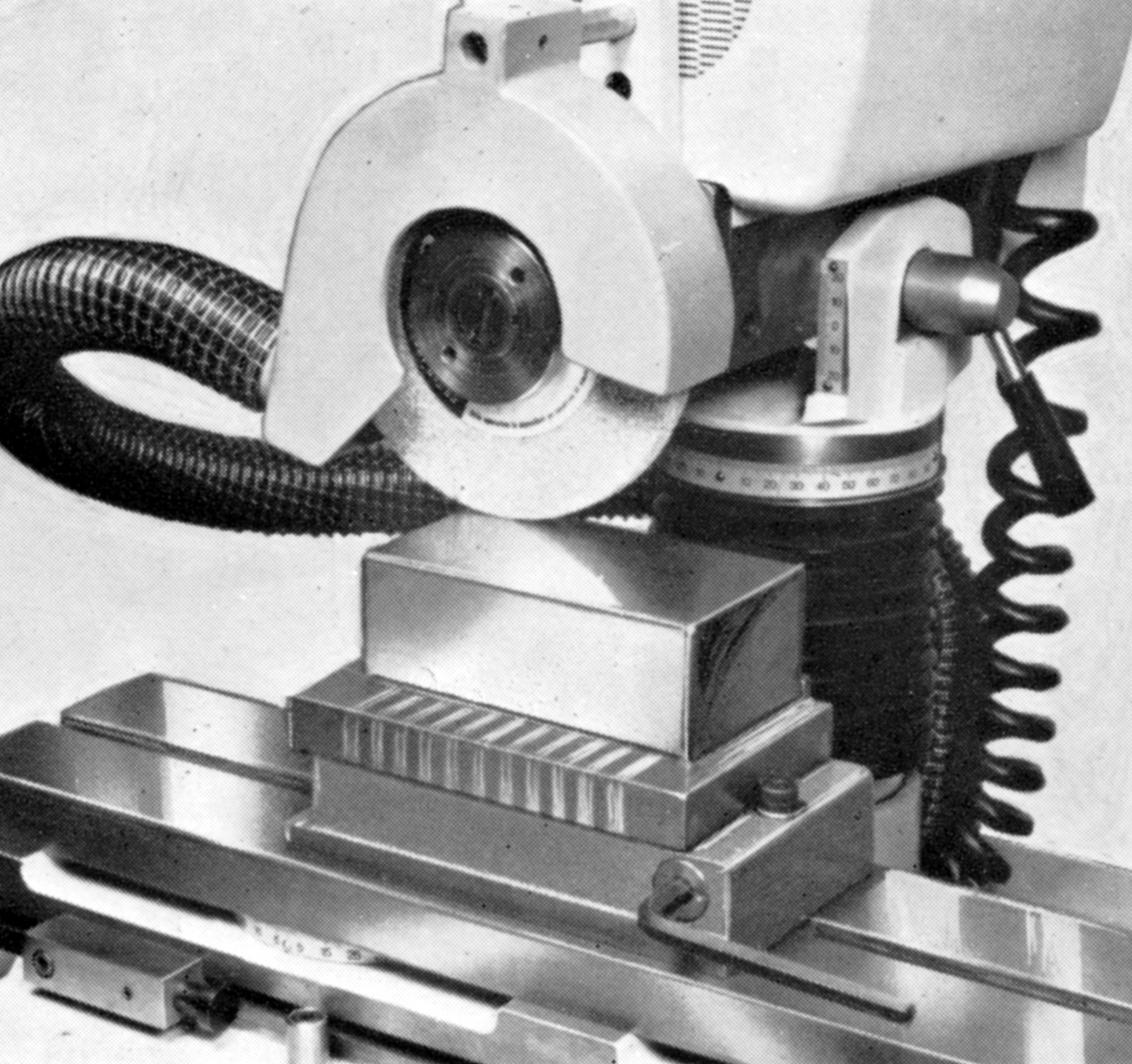
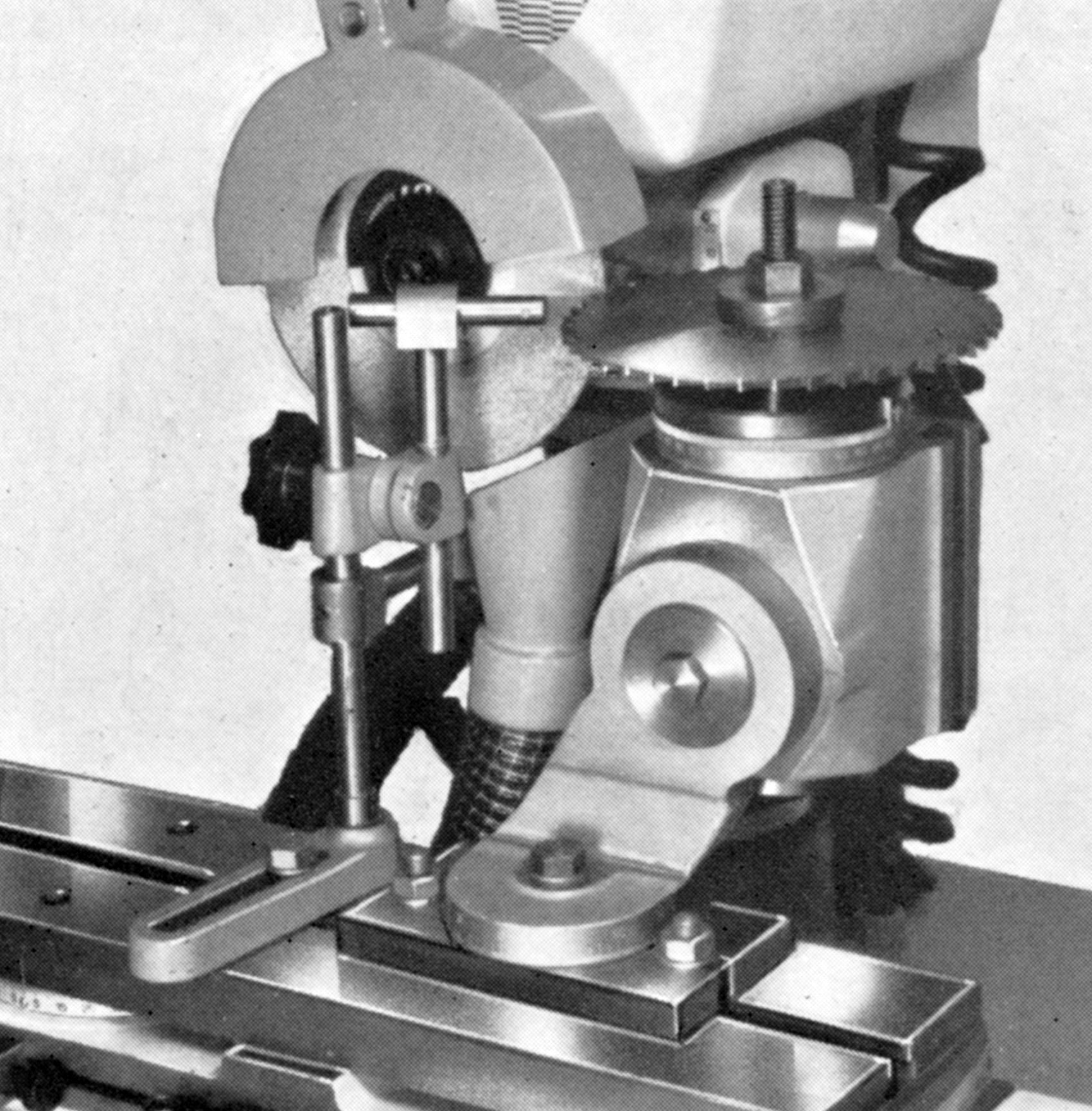
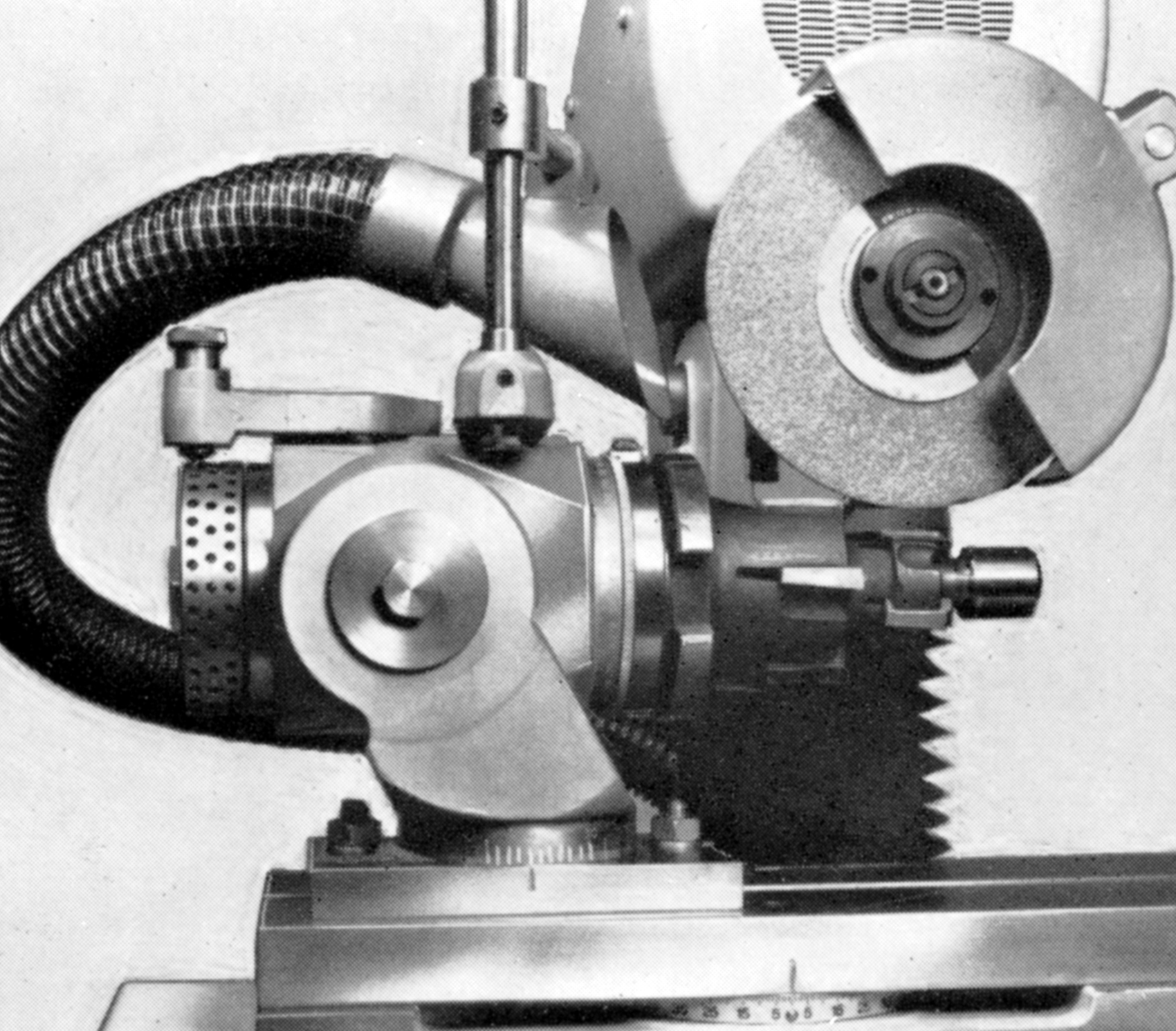
Supported in pre-loaded, angular-contact bearings of a precision grade, the spindle was formed on its end with a taper to accept the supplied wheel carriers. Head rise and fall was by means of a full-circle, forward facing, micrometer-dial equipped handwheel on the right-hand side of the base. The head, lockable in its vertical setting by a lever on the left-hand side of its support column, could be inclined 20° above and 20° below horizontal and swivelled through 360°.
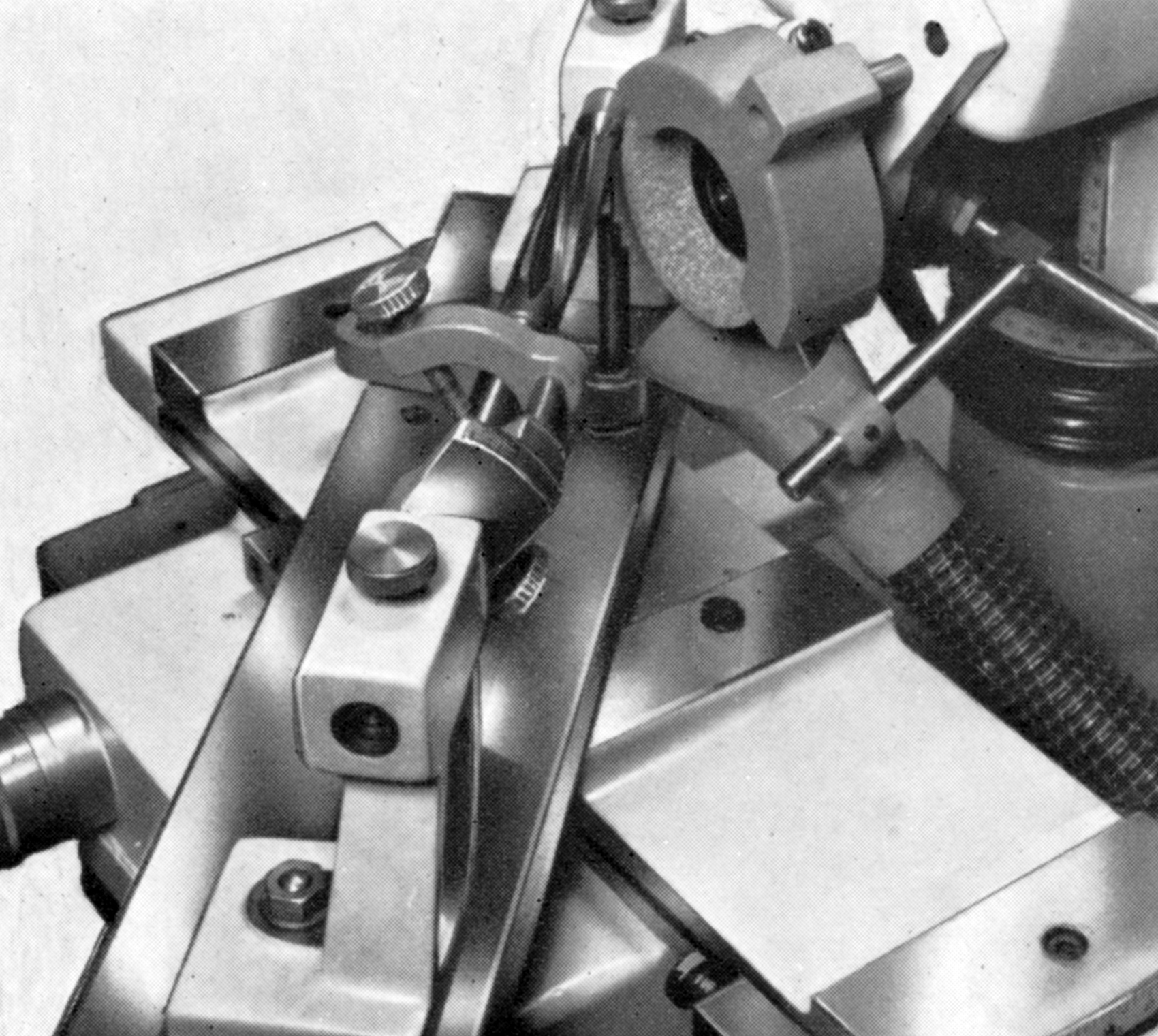
With a longitudinal travel of 300 mm and in traverse of 130 mm, the table was of the usual design for a tool and cutter grinder and consisted of two parts, one above the other, with the 180° swivelling top section machined with a single, centrally disposed T-slot. Like many of its kind, instead of a metal-to-metal slides, the Boxford used a table running on anti-friction bearings with its longitudinal travel by quick-action rack and pinion gearing, the handwheel being fitted with both horizontal and radially disposed grips. To allow a job to be positioned and ground more easily, the operator could set, via friction device, the most comfortable working position for the operating handle. Micrometer dials could be either Imperial - when the divisions were engraved in increments of 0.001" - or metric, in which case they became 0.02 mm.
In meeting the requirements of the latest health and safety rules, the G200 was fitted as standard with a self-contained, electrically-driven dust extraction system, this being housed within the machine body with its disposable dust bag (a paper filter element) accessible through a hinged cover on the left-hand side.
The overall working area of the G200 was approximately 960 x 900 mm and the height of the cabinet stand 840 mm. As a bench model the nett weight was 175 kg and on the cabinet stand 250 kg.
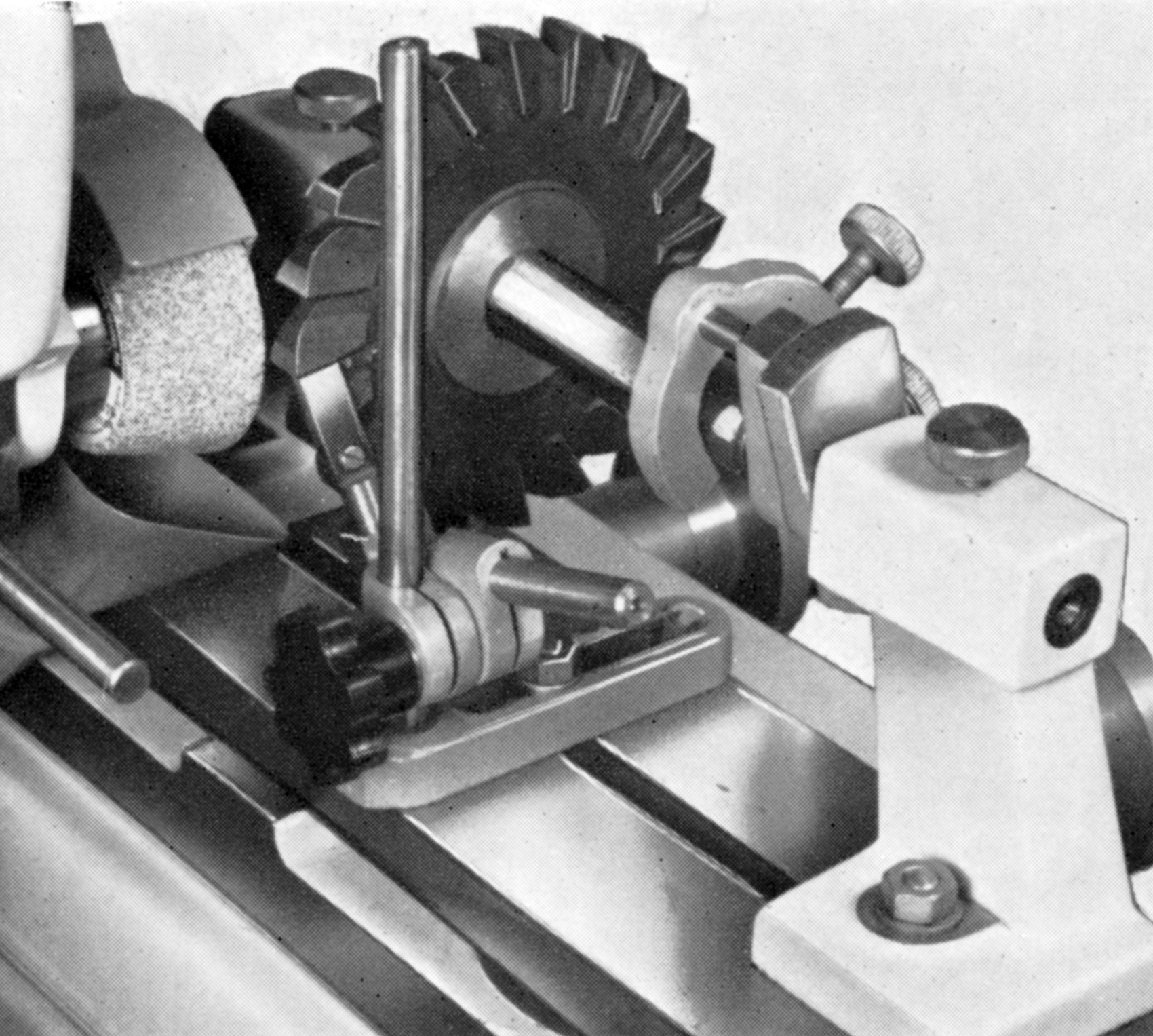
Supplied with each new machine was a pair of centre heads to mount on the table; a universal tooth rest and one blade; two grinding wheels; a wheel-mounting adapter; wheel guards; spanners; an oil can; instruction book and three disposable dust filtration bags.
A number of accessories were offered amongst which was a Universal Workhead that could be supplied with plain bearings and a No. 50 International taper - or with ball bearings and a No. 4 Morse taper socket. Other items allow surface grinding, this requiring a special wheel guard, a magnetic chuck, a 150 x 13 mm grinding wheel and a wheel-holding extension piece. For cylindrical grinding a motorised drive arrangement with guard and belt to fit the No. 4 Morse taper wheel head was available - while smaller items listed included an indexing attachment, end-mill adapter bushes, a diamond dressing tool block for use on the magnetic chuck, a diamond dressing tool (0.5 carat), a ring-scroll 3-jaw self-centring chuck for use on the No. 4 Morse taper head only, a clearance setting gauge, a micro-adjustable finger, a side and a face cutter arbor (4 Morse fitting) and various mandrels to hold cutters..
|
|